Коробление головки цилиндров
Проверьте коробление нижней поверхности головки цилиндров в нескольких точках в шести направлениях.
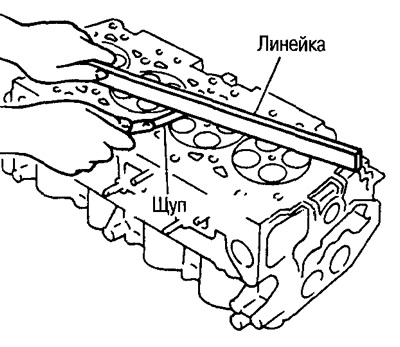
- Предельное коробление: 0,04 мм
Размеры клапанов
С помощью микрометра проверьте размеры клапанов.
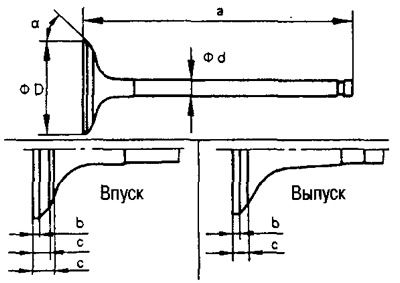
Стандартные размеры клапанов (мм):

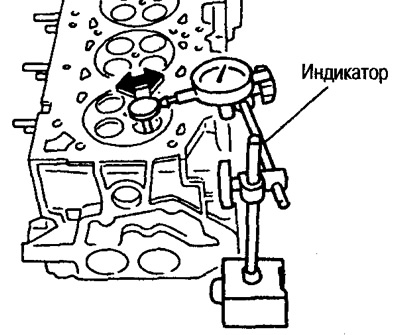
Зазор в направляющей втулке клапана
Эта проверка производится до снятия направляющей втулки клапана.
Убедитесь, что размер штока клапана в пределах нормы.
Вдавите клапан в камеру сгорания примерно на 25 мм, покачайте клапан в сторону индикатора и измерьте величину перемещения.
Зазор направляющей втулки клапана составляет ½ показания индикатора.
Стандартный зазор:
- Впуск: 0,020-0,053 мм
- Выпуск: 0,040-0,073 мм
Предельный зазор:
- Впуск: 0,08 мм
- Выпуск: 0,1 мм
Замена направляющей втулки клапана
В случае замены направляющей втулки клапана устанавливается направляющая втулка увеличенного (на 0,2 мм) ремонтного размера.
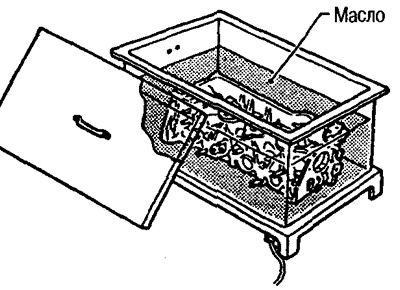
(1) Нагрейте головку цилиндров до 110-130°С в масляной ванне.
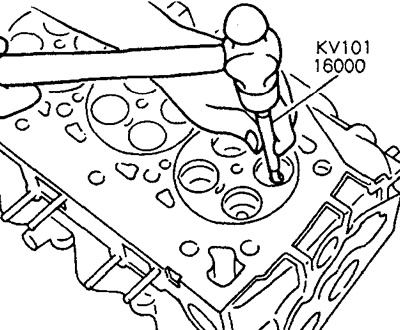
(2) Выбейте направляющую втулку клапана из камеры сгорания с помощью выколотки (для диаметра 6 мм).
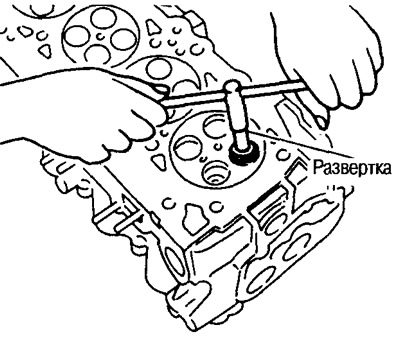
(3) При помощи развёртки сделайте доводку поверхности отверстия под направляющую втулку клапана.
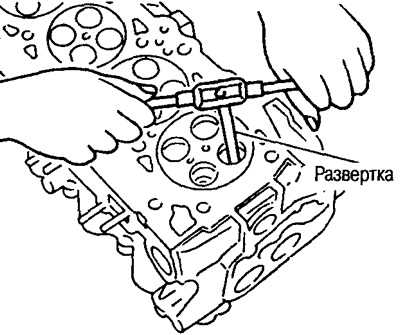
Стандартный диаметр развернутого отверстия:
- Впуск и выпуск: 10,175-10,196 мм
(4) Нагрейте головку цилиндров до 110-130°С в масляной ванне.
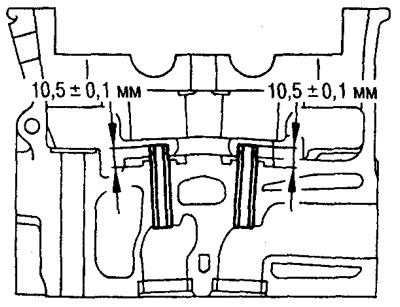
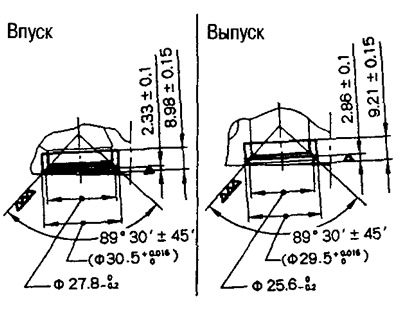
(5) С помощью выколотки или пресса (для диаметра 6 мм) запрессуйте направляющую втулку клапана в отверстие со стороны распредвала так, чтобы получились размеры, показанные на рисунке.
(6) После запрессовки направляющей втулки сделайте окончательную развёртку.
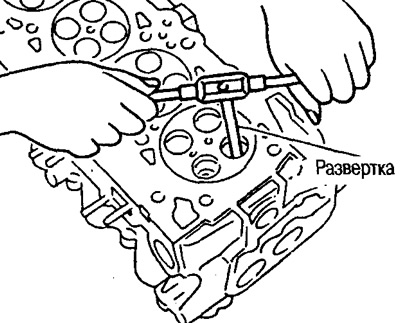
Стандартный диаметр отверстия после окончательной развёртки:
- Впуск и выпуск: 6,000-6,018 мм
Пятно контакта седла клапана
Выполняйте эту проверку, убедившись, что размеры направляющих втулок клапанов и самих клапанов в норме.
Нанесите на контактирующие поверхности седла и клапана свинцовый сурик PL-1 и во время установки деталей проверьте равномерность прилегания клапана к седлу.
Убедитесь, что отпечаток проявляется непрерывно по всей окружности.
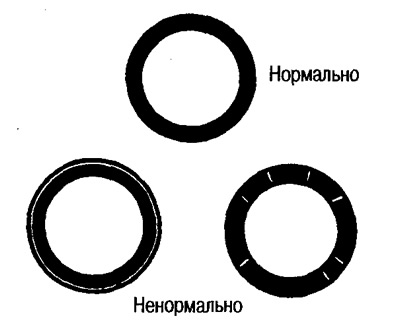
В противном случае проведите притирку клапана и снова проверьте состояние посадки. Если при повторной проверке результат будет отрицательным, замените седло клапана.
Замена седла клапана
При замене седла клапана берётся ремонтное седло увеличенного (на 0,5 мм) размера.
(1) Высверлите старое седло так, чтобы стенка стала очень тонкой, а затем извлеките его.
(2) Выполните развертку выемки под седло в головке цилиндров до следующих размеров.
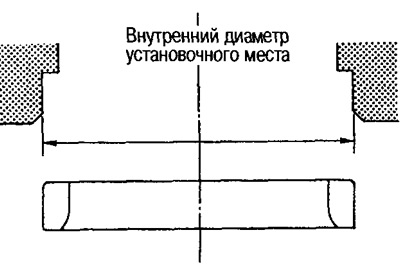
Стандартный размер после развертки:
- Впуск: 30,500-30,516 мм
- Выпуск: 29,500-29,516 мм
(3) Нагрейте головку цилиндров в масляной ванне до 110-130°С.
(4) Охладите седло клапана сухим льдом и запрессуйте его в блок цилиндров. Внимание:
Не прикасайтесь голыми руками к охлаждённым седлам.
(5) Доведите седло до требуемых размеров путем фрезерования.
Внимание: При обработке седла фрезой держите рукоятку инструмента двумя руками так, чтобы фреза касалась по всей окружности, и проводите обработку за один прием. Если фреза будет прижата неправильно, или устанавливаться несколько раз, на седле клапана могут появиться ступени.
(6) Выполните притирку клапана при помощи шлифовальной пасты.
(7) Проверьте состояние посадки клапана.
Прямоугольность клапанной пружины
Приставьте клапанную пружину к уголку и, поворачивая пружину, измерьте максимальное отклонение верхней части пружины от уголка.
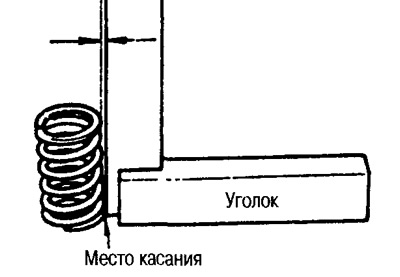
- Предельная непрямоугольность: 2,1 мм
Свободная длина пружины, давление сжатия пружины
Измерения проводятся с помощью специального тестера для клапанных пружин.
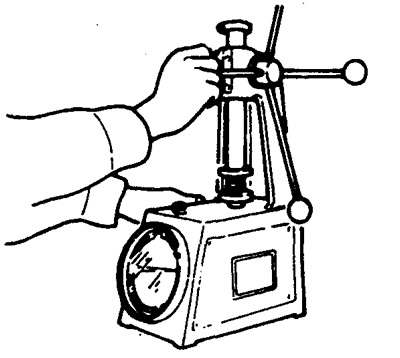
Стандартные параметры пружин (мм):
