Почистване
1. Отстранете всички приставки и сензори от блока на цилиндъра. За почистване трябва да вземете и щепселите. За да направите това, пробийте малък отвор в щепселите, в който завийте самонарезен винт. Тапите се отстраняват с клещи зад главите на винтовете или с ударно издърпване.
2. Изстържете всички останали уплътнителни материали от блока на цилиндъра и от клетката на капачката на главния лагер (при тези двигатели, където е предвидена клетката), като внимавате да не повредите разцепените уплътнителни повърхности.
3. Отстранете всички пробки за преминаване на маслото (ако има такива). Тези щепсели имат много плътно прилягане и може да се наложи да бъдат пробити и разработени. Когато сглобявате двигателя, сменете всички свещи.
4. Ако повърхността на цилиндровия блок е силно замърсена, ще се наложи почистване с пара.
5. След запарване на блока, повторете почистването на отворите и каналите за смазване. Промийте всички вътрешни канали на цилиндровия блок с топла вода, докато изтече чиста вода. Изсушете добре уреда и намажете всички нацепени и шлифовани повърхности с леко масло, за да предотвратите ръжда. Процесът на сушене може да се ускори чрез продухване на вътрешните канали със сгъстен въздух.
6. Ако повърхността на цилиндровия блок е умерено замърсена, тогава можете да се ограничите до измиване на блока на цилиндъра с твърда четка и гореща вода (при температура, която изключва изгаряния) със сапун или препарат. Отделете време и промийте добре цилиндровия блок. Независимо от метода на почистване, изплакнете всички вътрешни канали за смазване много обилно и изсушете добре. Смажете стените на цилиндъра с масло, за да предотвратите ръжда.
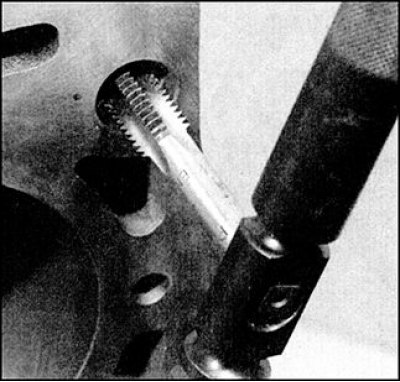
7. Отворите с резба в блока трябва да бъдат почистени, за да се осигурят точни показания на въртящия момент по време на повторното сглобяване. Забийте резбите с кран, тъй като така ще почистите резбовите отвори от мръсотия, корозия и остатъци от уплътнител, както и ще възстановите резбите. Ако е възможно, издухайте дупките със сгъстен въздух, за да отстраните остатъците от материал от крана.
Внимание! Добри резултати се постигат чрез инжектиране на смазочни материали с водна дисперсия под високо налягане в отворите, които се предлагат в търговската мрежа в дълги аерозолни кутии. Носете защитни очила, когато почиствате по този начин.
8. Поставете нови тапи в блока на цилиндъра, след като ги смажете с подходящ уплътнител.
9. Ако сглобяването на двигателя се забави, покрийте блока на цилиндъра с пластмасова обвивка, за да предотвратите навлизането на мръсотия и ръжда. Смажете всички разделени уплътнителни повърхности, за да предотвратите корозия.
Проверка на състоянието
1. Визуално проверете блока на цилиндъра за пукнатини и корозия. Проверете състоянието на резбите в отворите, маркирайте местата с оголени нишки. Ако има съмнения за изтичане на охлаждаща течност вътре в блока на цилиндъра, тогава блокът трябва да бъде тестван за течове, за което е препоръчително да се свържете със специалист. Ако се открият дефекти, поправете уреда (ако е възможно) или сменете.
2.Проверете за стърготини и прорези по вътрешните повърхности на цилиндрите. Проверете наличието на рамо в горната част на цилиндъра, рамото показва повишено износване на цилиндъра.
3.Проверете за стърготини и прорези по вътрешните повърхности на цилиндрите.
4. Измерете вътрешния диаметър на цилиндъра на 10 mm от края на цилиндъра, успоредно и перпендикулярно на оста на двигателя. Повторете измерванията на разстояние 60 и 100 mm от ръба на цилиндъра. От тези шест измервания определете конусността и овалността на цилиндъра.
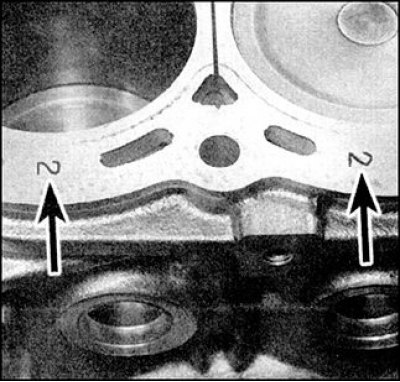
5. Обозначенията на габаритните групи от цилиндри (обозначени със стрелки) са отпечатани върху равнината на разделяне на блока под уплътнението на главата на цилиндъра, до цилиндрите.
6. Проверете състоянието на буталата и пръстените (вижте подраздел 3.2.2.12). Хлабината между буталото и цилиндъра се определя като разликата между измерените диаметри на цилиндъра и буталото.
7. Сравнете резултатите с тези, дадени в (вижте подраздел 3.2.1.1). Ако някоя от измерените стойности е извън стандартните граници, тогава цилиндърът трябва да бъде пробит до следващия ремонтен диаметър и ако това не е възможно, тогава блокът на цилиндъра трябва да бъде сменен. За да предприемете най-правилните по-нататъшни действия, консултирайте се със специалист. Резервните части се доставят с бутала само с един ремонтен размер - 0,2 мм.
8. Ако състоянието на буталата и цилиндрите е задоволително и износването е такова, че хлабината между буталото и цилиндъра е в нормалните граници, тогава ще трябва да се сменят само буталните пръстени .
9. В този случай цилиндрите са само хонирани, което осигурява по-добро сработване на буталните пръстени и плътното им прилягане към стените на цилиндъра.
10. Хонинговането обикновено се извършва с хонингова глава с пружинирани камъни, която се вкарва в електрическа бормашина. Също така е необходимо да се подготви керосин или масло за хонингиране и парцали. Докато хонингирате, периодично премествайте инструмента нагоре и надолу в цилиндъра, като обилно смазвате стените на цилиндъра.
11. След хонингирането на повърхността на стените на цилиндъра трябва да се образува структура от тънки линии, пресичащи се под ъгъл от около 60 °. Не отстранявайте излишния материал, завършете хонингирането веднага след завършване на повърхността. Ако трябва да се монтират нови бутала, трябва да се има предвид, че производителят на буталата може да препоръча обработка на стените на цилиндъра с малко по-различен ъгъл на пресичане на линиите. В този случай следвайте инструкциите на производителя на буталото.
12. Не сваляйте хонинговата глава от цилиндъра по време на въртене - първо изчакайте, докато спре напълно. В края внимателно избършете цилиндъра с масло. Ако нямате инструмент за хонингиране или ако не сте сигурни, че можете да направите тази операция добре, трябва да отидете в сервиз, където цилиндрите ще бъдат шлифовани срещу умерена такса.