Заўвага. Моцныя перагрэвы рухавіка могуць прывесці да дэфармацыі галоўкі цыліндраў і парушэнню плоскаснасці яе спалучаных паверхняў.
Чыстка
1. Саскрабці з спалучаных паверхняў галоўкі цыліндраў, впускного трубаправода і выпускнога калектара ўсе сляды матэрыялу старой пракладкі і герметыка, - паспрабуйце не пашкодзіць паверхні. Істотна палегчыць працу ўжыванне адмысловага размякчальніка, якім варта папярэдне прахарчаваць наліплыя адклады, - пытайце ў крамах аўтамабільных аксэсуараў.
2. Выдаліце са сценак вадзяных каналаў усе сляды шумавіння.
3. Цвёрдай драцяной шчоткай старанна прачысціце ўсе даступныя паражніны і адтуліны. Пры моцным забруджванні каналаў прачыстку галоўкі варта даручыць адмыслоўцам.
4. "Праганіце" падыходным па памеры метчыкам кожнае з балтавых адтулін, выдаліўшы з разьбярства прадукты карозіі, сляды старога герметыка і аднавіўшы пашкоджаныя віткі. Пры наяўнасці доступу да крыніцы сціснутага паветра, прадуйце адтуліны, выдаліўшы з іх габлюшку і дробнае смецце.
Увага! Пры выкарыстанні сціснутага паветра не забывайце апранаць ахоўныя акуляры!
5. Пры дапамозе растваральніка і латуневай драцяной шчоткі ачысціце камеры згарання ад нагару.
6. Прамыйце галоўку растваральнікам і старанна прасушыце яе. Выкарыстанне сціснутага паветра дазволіць істотна скараціць тэрмін сушкі і дасць гарантыю якасці прачысткі дрэнна даступных паражнін і адтулін.
Заўвага. Рознага роду склады для выдалення слядоў нагара, істотна якія палягчаюць выкананне працэдуры чысткі, можна набыць у шматлікіх крамах аўтамабільных аксэсуараў. Памятайце, што такога роду сродкі звычайна з'яўляюцца хімічна агрэсіўнымі і павінны прымяняцца з захаваннем адпаведных мер засцярогі, - строга прытрымвайцеся інструкцый вытворцаў, звычайна прыведзеных на этыкетцы тары.
7. На рухавіках SOHC прамыйце растваральнікам зборкі каромыслаў з восямі. Дбайна прасушыце кампаненты з ужываннем сціснутага паветра і складзеце іх у арганізаваным парадку. Прамыйце растваральнікам і прасушыце штурхачы клапанаў.
Заўвага. Выкарыстанне сціснутага паветра істотна палегчыць выкананне працэдуры (не забудзьцеся надзець ахоўныя акуляры).
8. Прамыйце ў растваральніку і старанна прасушыце затамкавыя спружыны, іх талеркі і сухары разрэзных замкаў. Паспрабуйце не пераблытаць кампаненты.
9. Саскрабці асноўную масу якія сфармаваліся на паверхнях клапанаў адкладаў, затым драцяной асадкай да электродрели канчаткова зачысціце паверхні стрыжняў і талерак клапанаў - сочыце, каб клапаны не апынуліся пераблытаныя.
Праверка стану
Заўвага. Перш чым прымаць рашэнне аб неабходнасці правядзення механічнай апрацоўкі галоўкі цыліндраў, старанна вывучыце яе стан. Азнаёміўшыся з выкладзеным у гэтым падраздзеле матэрыялам, складзіце спіс якія маюць патрэбу ў асаблівай увазе кампанентаў.
Галоўка цыліндраў
1. Уважліва праверце галоўку цыліндраў на наяўнасць слядоў уцечак астуджальнай вадкасці, расколін і іншых пашкоджанняў. Трэснутая галоўка падлягае замене ў абавязковым парадку. У выпадку адсутнасці ўпэўненасці ў вызначэнні стану галоўкі, трэба адправіць яе для праверкі ў майстэрню аўтасэрвісу. Калі рамонт не ўяўляецца магчымым, заменіце дэфектную галоўку.
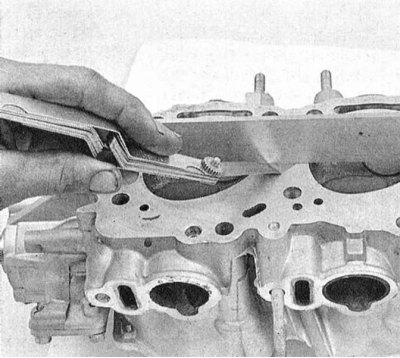
2. Пры дапамозе вымяральніка плоскаснасці і мац лязовага тыпу праверце спалучаную паверхню галоўкі на наяўнасць прыкмет дэфармацыі. Калі няплоскаснасць перавышае дапушчальнае па нарматывах значэнне (гл. Спецыфікацыі), галоўку неабходна адправіць у проточку ў механічную майстэрню.
Заўвага. Адным і з працоўных параметраў галовак цыліндраў з'яўляецца іх мінімальная дапушчальная вышыня, якая не павінна быць прыніжана падчас механічнай апрацоўкі.
3. Праверце стан сёдлаў клапанаў у кожнай з камер згарання. У выпадку выяўлення кавернаў, расколін, слядоў прагара, галоўку варта падвергнуць адмысловаму аднаўленчаму рамонту, выкананне якога ляжыць па-за межамі кваліфікацыі сярэднестатыстычнага механіка-аматара і павінна быць даручана адмыслоўцам аўтасэрвісу.

4. Пры дапамозе спецыяльнага нутромера замерце ўнутраны дыяметр накіроўвалай утулкі клапана. Пасля вымання вымяральніка з утулкі вырабляецца абмер яго мікраметрам. Вымерайце таксама вонкавы дыяметр стрыжня клапана. З мэтай вызначэння велічыні зазору пасадкі клапана ва ўтулцы адніміце з выніку першага вымярэння вынік другога. Параўнайце атрыманыя дадзеныя з патрабаваннямі Спецыфікацый. Зношаныя ўтулкі падлягаюць замене.
Заўвага. пры карыстанні нутрамерам увядзіце яго да сярэдзіны даўжыні ўтулкі, затым рухайце уверх-уніз. Нераўнамернасць супраціву перасоўванню вымяральніка сведчыць аб наяўнасці конуснасці ўтулкі. Пры адсутнасці ўпэўненасці пры вызначэнні стану кампанентаў не саромейцеся звяртацца па дапамогу да спецыялістаў.
Клапаны
1. Уважліва праверце працоўныя паверхні клапанаў на наяўнасць прыкмет нераўнамернага зносу, дэфармацый, расколін, каверн і слядоў прагару. Ацэніце ступень спрацоўвання стрыжняў клапанаў. Праверце, ці няма расколін у шыйках стрыжняў. Шляхам кручэння праверце клапаны на выгіб. Пераканайцеся ў адсутнасці каверн і прыкмет празмернага зносу тарцоў. Выяўленне любога з пералічаных дэфектаў патрабуе дастаўкі клапанаў для аднаўленчага рамонту ў майстэрню аўтасэрвісу.
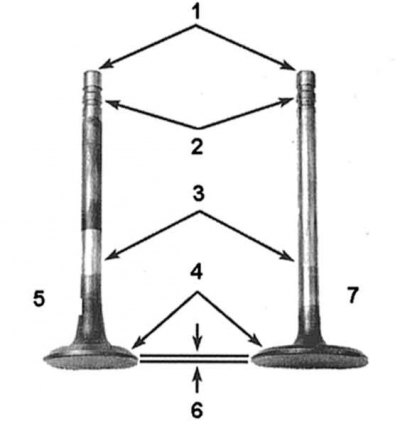
1 - Тарцы (хваставікі) стрыжняў; 2 - Канаўкі пад усталёўку сухароў разрезных замкаў талерак; 3 - Стрыжні; 4 - Рабочыя фаскі; 5 - Выпускны клапан; 6 - Цыліндрычная частка талеркі (паясок); 7 - Впускны клапан
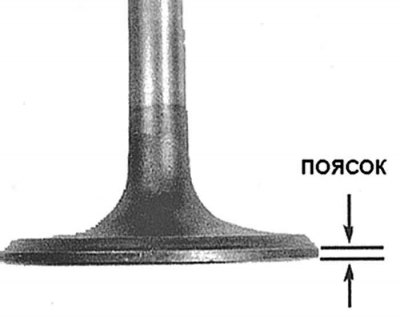
2. Вымерайце шырыню цыліндрычнай часткі (паяску) талеркі кожнага з клапанаў. Калі шырыня паяска апыняецца менш абумоўленага ў Спецыфікацыях значэння, заменіце клапан.
Кампаненты клапанаў
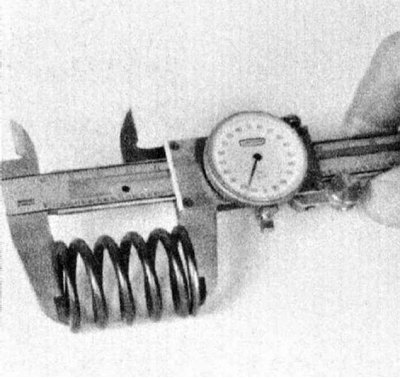
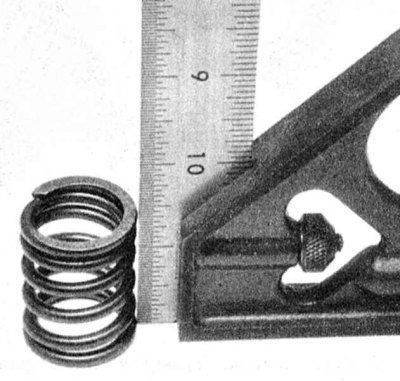
1. Ацэніце ступень зносу кантавых частак кожнай з затамкавых спружын, праверце спружыны на наяўнасць каверн. Вымерайце свабодную даўжыню затамкавых спружын, параўнайце вынікі вымярэнняў з патрабаваннямі Спецыфікацый. Калі спружына апыняецца карацей ніжняй дапушчальнай мяжы, яна з'яўляецца праселай і падлягае замене. Праверце таксама на адпаведнасць нарматыўным патрабаванням якія развіваюцца спружынамі высілка (выкананне дадзенай працы лепш даручыць адмыслоўцам майстэрні аўтасэрвісу). Пры адсутнасці ўпэўненасці ў вызначэнні стану спружын правільней будзе іх замяніць.
2. Усталёўваючы кожную са спружын вертыкальна на плоскай паверхні, праверце строгасць іх тарцоўкі. Спружыны з парушэннем тарцоўкі, як і якія аселі (гл. Вышэй), падлягаюць замене.
3. Праверце талеркі спружын і сухары іх разрезных замкаў на наяўнасць расколін і прыкмет зносу. Усе дэталі, якія знаходзяцца ў сумнеўным стане, варта замяніць новымі, каб пазбегнуць развіцця дэфектаў у будучыні.
Размеркавальныя валы, штурхальнікі клапанаў і зборкі каромыслаў з восямі
1. Апісанне працэдур праверкі стану пералічаных кампанентаў прыведзена ў Раздзеле Праверка стану размеркавальных валаў, штурхачоў клапанаў і падшыпнікаў. Ацэнка стану падшыпнікавых шыек размеркавальных валаў павінна быць праведзена да таго, як галоўка будзе адпраўлена майстэрню для правядзення абслугоўвання клапанаў. Наяўнасць на шыйках драпін, задиров і іншых механічных дэфектаў галоўка падлягае замене па-за залежнасцю ад стану кампанентаў затамкавага механізму. Пры абслугоўванні рухавіка SOHC варта таксама праверыць стан каромыслаў прывада клапанаў з восямі.
2. Заменіце ўсе выяўленыя дэфектныя кампаненты.
3. Пры значнай ступені зносу кампанентаў клапанаў, што цалкам верагодна для які мае патрэбу ў капітальным рамонце рухавіка, збярыце затамкавыя зборкі, усталюеце іх на свае штатныя месцы ў галоўку (гл. Раздзел Зборка галоўкі цыліндраў) і пераходзіце да выканання працэдур абслугоўвання клапанаў (гл. Раздзел Абслугоўванне клапанаў).