Заўвага. Для выканання апісваных ніжэй працэдур спатрэбіцца наступнае адмысловае абсталяванне: прылада для сціску затамкавых спружын, мікраметр і вымяральнік плоскаснасці (рабро сталёвай лінейкі).
Зняцце
Заўвага. Галоўка цыліндраў у прынцыпе можа быць знята ў зборы з впускным трубаправодам і выпускным калектарам, аднак з прычыны значнасці масагабарытных характарыстык такой зборкі складальнікі дадзенага Кіраўніцтва рэкамендуюць прытрымлівацца выкладзенага ніжэй парадку выканання працэдуры.
1. Адлучыце адмоўны провад ад батарэі.
2. Паклапаціцеся пра абарону ад пашкоджанняў лакафарбавага пакрыцця вакол рухальнага адсека.
3. Апаражніце сістэму астуджэння.
4. Зніміце зборку каромыслаў са штангамі штурхачоў, впускной трубаправод і выпускны калектар.
5. Прыслабце шлангавыя хамуты і адлучыце шлангі сістэм астуджэння і апалы, якія замінаюць здыманню галоўкі цыліндраў.
6. Аддайце ніт мацавання рэгулявальнай клямары генератара на галоўцы цыліндраў.
Заўвага. У пазбяганне дэфармацыі галоўкі цыліндраў не аддавайце ніты яе мацавання датуль, пакуль рухавік цалкам не астыне.
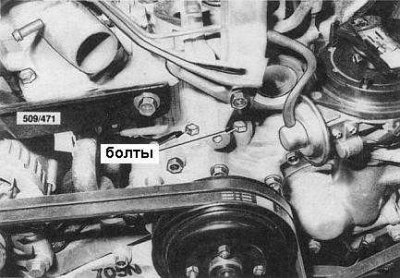
7. Аддайце пярэднія балты галоўкі цыліндраў па суседстве з вадзяной помпай (гл. суправаджальную ілюстрацыю).
8. Паступова прыслабце балты мацавання галоўкі, дзейнічаючы ў парадку, зваротным паказаным на суправаджальнай ілюстрацыі. Пры выманні нітаў сочыце за тым, каб не ўпусціць у рухавік шайбу з ніта № 23.
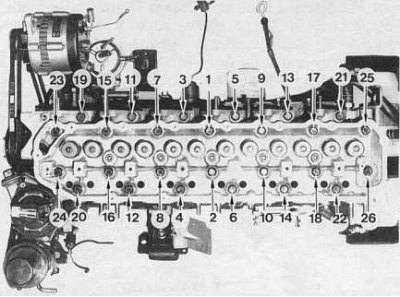
Парадак зацягвання нітаў галоўкі цыліндраў - перадпакоі ніты не бачныя і павінны быць зацягнуты пасля завяршэння зацягвання асноўных.
9. Пры дапамозе асістэнта выміце галоўку цыліндраў з рухальнага адсека. Паспрабуйце выпадкова не пашкодзіць спалучаныя паверхні.
Усталяванне
Устаноўка праводзіцца ў зваротным парадку.
1. Пераканайцеся ў абсалютнасці чысціні спалучаных паверхняў блока і галоўкі цыліндраў, - на іх не павінна заставацца задзірын, задиров і слядоў матэрыялу старой пракладкі.
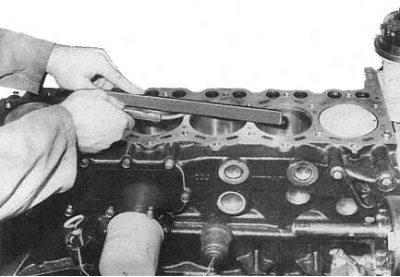
2. Праверце галоўку цыліндраў на наяўнасць дэфармацый, для чаго вымерайце велічыню яе няплоскасцевага па дыяганалі і ўздоўж спалучанай паверхні (скарыстайцеся вымяральнікам плоскаснасці (рабро сталёвай лінейкі) і мацам лязовага тыпу - гл. суправаджальную ілюстрацыю). У выпадку выяўлення прыкмет дэфармацыі галоўку варта пратачыць, прывёўшы яе стан у адпаведнасць з нарматыўнымі патрабаваннямі (гл табліцы памераў і рэгуляванняў у канцы Кіраўніцтва), або замяніць.
3. Аналагічнай выявай праверце плоскаснасць спалучанай паверхні блока цыліндраў. Выканайце неабходны рамонт (праточка), альбо заменіце блок.
4. Абкладзеце новую пракладку галоўкі на блок рухавіка, прасачыўшы за правільнасцю сумяшчэння яе адтулін з накіроўвалымі штыфтамі і працоўнымі адтулінамі ў блоку.
5. Усталюйце на блок галоўку цыліндраў, злёгку вышмаруйце алеем разьбярства нітаў і шайбы і ўкруціце крапеж.
Заўвага. Шайбы павінны ўсталёўвацца фаскамі да галоўак нітаў.
6. Вольна ўкруціце пярэднія балты галоўкі.
7. Зацягніце асноўныя крапежныя балты ў парадку, паказаным на ілюстрацыі па наступнай схеме:
- На першым этапе зацягніце балты (асноўныя) з намаганнем 29 Нм;
- Далей зацягніце іх з намаганнем 78 Нм;
- Цалкам прыслабце балты ў зваротным парадку;
- Зноў зацягніце іх з намаганнем 29 Нм;
- Зацягніце ніты з высілкам 64÷74 Нм, альбо (што пераважней) з дапамогай кутамера яшчэ на 69°÷70°.
8. Зацягніце пярэднія балты галоўкі з намаганнем 6.4÷7.5 Нм.
9. Усталюйце на месца зборку каромыслаў і штангі штурхачоў, а таксама впускной трубаправод і выпускны калектар.
10. Запусціце рухавік і праверце яго на ўцечкі.
Разборка галоўкі цыліндраў
.Заўвага. Выкананне капітальнага рамонту галоўкі цыліндраў патрабуе выкарыстання спецыяльнага абсталявання. Набыццё ці арэнда такога абсталявання звычайна аказваюцца эканамічна невыгоднымі пры рамонце толькі адной галоўкі. З прычыны вышэйсказанага мэтазгодна будзе даручыць выкананне капітальнага рамонту галоўкі цыліндраў адмыслоўцам майстэрні дылерскага аддзялення кампаніі-вытворцы аўтамабіля, альбо станцыі тэхабслугоўвання. У некаторых фірмовых майстэрнях можна на абменнай аснове набыць зменную адноўленую галоўку, што дазваляе значна скараціць час прастою аўтамабіля.
1. Зніміце галоўку цыліндраў з рухавіка.
2. Зніміце вечка тэрмастата з галоўкі цыліндраў, выміце тэрмастат і выдаліце сляды матэрыялу старой пракладкі з спалучаных паверхняў.
3. Перад выманне клапанаў выдаліце вугальныя адклады з камер згарання. Гэта дазволіць мінімізаваць рызыку пашкоджання клапанаў і іх сёдлаў.
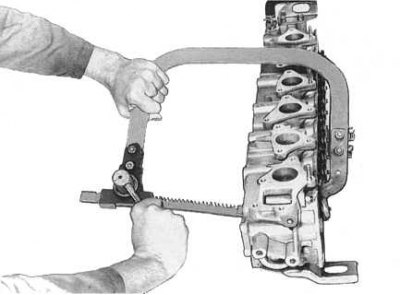
4. Абкладзеце галоўку цыліндраў на бок і пры дапамозе адмысловай прылады сцісніце спружыны першага з клапанаў (гл. суправаджальную ілюстрацыю).
5. Выміце з талеркі затамкавых спружын сухары разрезного замка (кампаненты клапанаў паказаны на суправаджальнай ілюстрацыі).
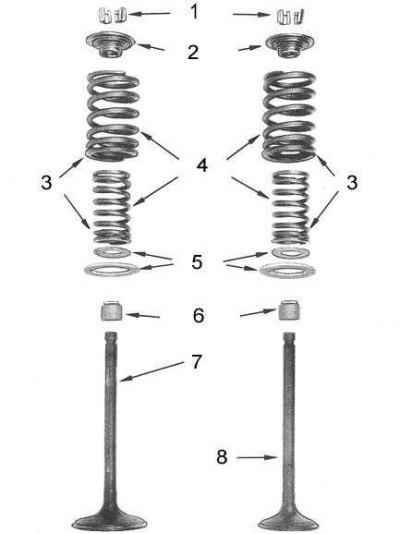
1 - сухары; 2 - талеркі затамкавых спружын; 3 - віткі з скарочаным крокам; 4 - спружыны; 5 - сядла; 6 - маслоотражательные каўпачкі; 7 - впускной клапан; 8 - выпускны клапан
6. Адпусціце прыладу і зніміце талерку спружын, спружыны і сядла спружын.
7. Пры дапамозе надфіля выдаліце бачныя задзірыны і шурпатасці з краёў канаўкі пад усталёўку сухароў разрезного замка на стрыжні клапана, затым выміце клапан з цела галоўкі цыліндраў.
8. Дзейнічаючы па апісанай схеме выміце ўсе пакінутыя клапаны, складаючы іх спарадкавана з прывязкай да месцаў усталёўкі.
Заўвага. Для спарадкаванага складавання клапанаў выдатна падыдзе рэйка з дванаццаццю пранумараванымі адтулінамі, у якія і варта ўтыкаць стрыжнямі клапаны па парадку іх усталёўкі ў галоўцы.
9. Асцярожна поддевая, зніміце са стрыжняў клапанаў маслоотражательные каўпачкі. Выкіньце іх.
Чыстка і праверка стану галоўкі і яе кампанентаў
1. Дбайна ачысціце клапаны і адбракуйце дэфектныя (з прагарамі, расколінамі і дэфармацыяй стрыжняў).
2. Асцярожна выдаліце назапашаныя адклады з прыёмных і выпускных партоў галоўкі, стрыжняў клапанаў і іх накіроўвалых утулак. Паспрабуйце не пашкодзіць спалучаныя паверхні.
3. Ачысціце спалучаную паверхню галоўкі, каналы вадзяной кашулі, апору і гняздо ўстаноўкі тэрмастата.
4. Вымыйце галоўку цыліндраў у газе, прамыйце вадой са шланга, затым старанна прасушыце, каб пазбегнуць развіцця карозіі.
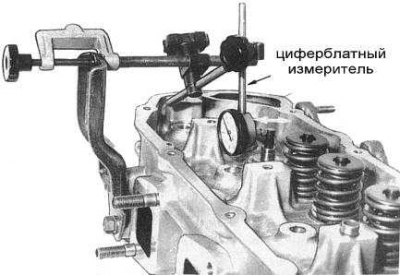
5. Устаўце кожны клапан у сваю накіроўвалую ўтулку. Падніміце клапан так, каб тарэц яго стрыжня выступаў на 30 мм. Замацуеце цыферблатны вымяральнік такім чынам, каб яго плунжер упіраўся ў утваральную паверхню хваставік стрыжня клапана (гл. суправаджальную ілюстрацыю).

6. Пакачайце клапан наперад-назад паралельна плоскасці размяшчэння каромысла. Калі вымяральнік зафіксуе ход звыш 0.2 мм, замерце ўнутраны дыяметр накіроўвалай утулкі і вонкавы дыяметр стрыжня клапана пры дапамозе мікраметра (гл. суправаджальную ілюстрацыю). Параўнайце вынікі вымярэнняў з нарматыўнымі патрабаваннямі (гл табліцы памераў і рэгуляванняў у канцы Кіраўніцтва), у выпадку неабходнасці заменіце зношаныя кампаненты. Паўтарыце працэдуры для ўсіх клапанаў.
Заўвага. Бо для здымання і ўсталёўкі накіравальных утулак галоўку патрабуецца прагрэць да тэмпературы 150°÷160°С, а самі ўтулкі пасля ўсталёўкі пісьменна разгарнуць, выкананне гэтай працы пажадана даручыць адмыслоўцу.
7. Заменіце ўсе сферычныя заглушкі (выціскныя коркі вадзяной кашулі) галоўкі цыліндраў, спраўнасць стану якіх выклікае сумнеў.
8. Праверце плоскаснасць спалучаных паверхняў галоўкі і блока цыліндраў (гл. падраздзел Зняцце і ўстаноўка). У выпадку неабходнасці пратачыце паверхні або заменіце не падлягаюць аднаўленню кампаненты.
9. Праверце спраўнасць функцыянавання тэрмастата.
Аднаўленне працоўных паверхняў талерак і сёдлаў клапанаў
Заўвага. Дадзеную працу павінен выконваць кваліфікаваны механік, які мае ў сваім распараджэнні спецыяльныя інструменты. Складальнікі дадзенага Кіраўніцтва рэкамендуюць даручыць яе адмыслоўцам майстэрні аўтасэрвісу.
1. Пратачыце талерку кожнага з клапанаў пад абумоўленым нарматывамі кутом (гл табліцы памераў і рэгуляванняў у канцы Кіраўніцтва). У выпадку неабходнасці звастрыце стрыжань клапана на плоскасць, аднак не здымайце больш 0.2 мм матэрыялу. Калі шырыня цыліндрычнай часткі ўтваральнай паверхні талеркі (паясок) выходзіць за ніжнюю дапушчальную мяжу, клапан падлягае замене.

1 - фаска сядла; 2 - паясок талеркі клапана; 3 - стрыжань; 4 - канаўка пад сухары разрезного замка
2. Праверце прамасць стрыжня клапана. У выпадку выяўлення празмернага выгібу таксама заменіце клапан.
3. Пры праточцы сёдлаў клапанаў абавязкова абсталёўвайце разец адмысловай накіроўвалай. У выніку апрацоўкі павінна быць атрымана гладкая непарыўная працоўная фаска.
4. Празмерна зношаныя сядлы падлягаюць замене.
5. Па завяршэнні апрацоўкі сёдлаў шырыня іх працоўных фасак павінна адпавядаць нарматыўным патрабаванням, якія розныя для впускных і выпускных клапанаў (гл табліцы памераў і рэгуляванняў у канцы Кіраўніцтва).
6. Для праверкі развітасці плямы кантакту вышмаруйце працоўную паверхню талеркі клапана берлінскай блакітам, затым усталюеце клапан у галоўку і паварочвайце, прыціснуўшы да сядла. Пасля адрыву талеркі клапана на працоўнай фаску сядла павінна ўтварыцца раўнамернае непарыўнае кольца, кааксіяльнае восі сядла. Праверце аналагічнай выявай якасць апрацоўкі ўсіх клапанаў/сёдлаў.
Праверка стану затамкавых спружын
1. Вымерайце свабодную даўжыню затамкавых спружын. Параўнайце вынікі вымярэнняў з нарматыўнымі патрабаваннямі (гл табліцы памераў і рэгуляванняў у канцы Кіраўніцтва).
2. Праверце спружыны на наяўнасць прымет дэфармацыі.
3. Калі спецыяльнай дыягнастычнай прылады пад рукой няма, параўнайце даўжыню нагружанай спружыны з такой для новай спружыны. Для гэтага спрэчкі спружыны тарцамі сябар у сябра, праклаўшы паміж імі плоскую пласціну або шайбу, затым сцісніце зборку ў цісках. Пасля звесткі губак ціскоў прыблізна на 13 мм даўжыня спраўнай спружыны не павінна адрознівацца ад даўжыні новай больш за на 5%. У выпадку неабходнасці заменіце спружыну.
Зборка галоўкі цыліндраў
Зборка вырабляецца ў парадку, зваротным парадку дэмантажу.
1. Перад пачаткам зборкі пераканайцеся ў абсалютнасці чысціні партоў і затамкавых сёдлаў - на іх паверхнях не павінна заставацца ніякіх слядоў старонніх матэрыялаў. Злёгку вышмаруйце алеем накіравальныя ўтулкі клапанаў і ўсталюеце сёдлы спружын.
2. Пры дапамозе адрэзка падыходнай трубкі пасадзіце на накіравальныя ўтулкі маслоотражательные каўпачкі стрыжняў клапанаў. Глыбіня пасадкі павінна быць выканана з максімальнай дакладнасцю (гл. суправаджальную ілюстрацыю).
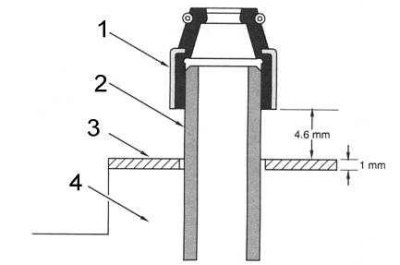
1 - маслоотражательный каўпачок; 2 - накіроўвалая ўтулка; 3 - сядло спружыны; 4 - галоўка цыліндраў
3. Вышмаруйце стрыжні клапанаў і ўвядзіце іх у адпаведныя накіравальныя ўтулкі.
4. Надзеньце на стрыжань клапана спружыны і іх талерку, прасачыўшы за тым, каб спружыны апынуліся звернутыя віткамі з скарочаным крокам у бок галоўкі. Сцісніце зборку пры дапамозе спецыяльнай прылады.
5. Усталюйце ў канаўку на стрыжні сухары разрэзнага замка і адпусціце прыладу. Злёгку абстукаеце тарэц стрыжня малатком для ўсаджвання сухароў у канаўцы.
6. Паўтарыце працэдуру для пакінутых клапанаў. Усталюеце галоўку на блок цыліндраў.