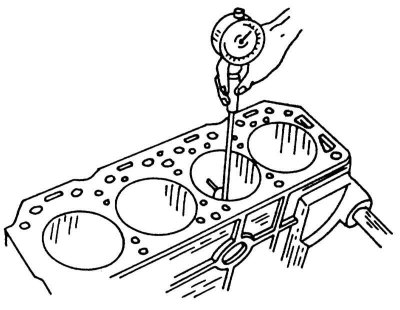
Вымярэнне цыліндру з дапамогай унутранага мікраметра.
Калі індыкатара няма, наступныя працы выкананы быць не могуць. Вымярэнні цыліндраў варта вырабляць у падоўжным і папярочным кірунку (ілюстрацыя ніжэй). Таксама варта ўлічваць адрозненні паміж інжэктарным і карбюратарным рухавіком.
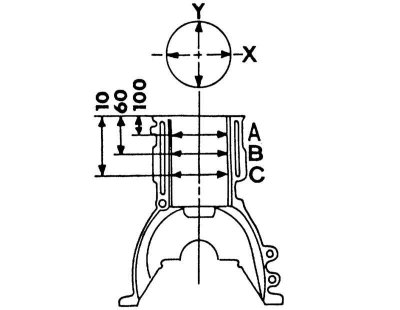
Дыяграма вымярэнняў блока цыліндраў. Вырабляць вымярэнні на ўзроўнях А, У і З і ў кірунках "XX" і "YY".
1. На інжэктарным рухавіку вымярэнне варта вырабляць паводле ілюстрацыі вышэй, т. е. у 10 мм, 60 мм і 100 мм ад верхняга краю. Вырабляйце вымярэнні ў напрамках "X" і "Y".
2. На карбюратарным рухавіку першае вымярэнне вырабляецца ў 20 мм ад верхняга краю цыліндру, астатнія як у папярэднім пункце.
3. Усяго патрабуецца 6 вымярэнняў на кожны цыліндр. Запішыце ўсе значэнні і параўнайце са значэннямі ў Спецыфікацыя у пачатку Кіраўніка. Дзякуючы дакладным вымярэнням вызначаюцца овальность (розніца паміж памерамі "А" і "У") і конусность (розніца паміж значэннямі верхняга і ніжняга вымярэнняў). Варта памятаць, што павінны быць змарнаваныя ўсе цыліндры, нават толькі калі адзін цыліндр ляжыць па-за дапушчальнымі межамі. Адхіленне ад патрабаваных памераў на 0.04 мм дапушчальна. Рамонтныя памеры поршняў маюцца ў Спецыфікацыя у пачатку Кіраўніка. Канчатковы дыяметр цыліндру вызначаецца па вымярэнні поршня паводле ілюстрацыі ніжэй, т. е. захопы мікраметра ўсталёўваюцца ў 9.5 мм (карбюратарны рухавік) або 11.0 мм (інжэктарны рухавік) ад ніжняга краю поршня пад кутом 90°поршневаму пальцу. Да гэтага памеру дадайце значэнне зазору 0.010 - 0.030 мм (інжэктарны рухавік) або 0.015 - 0.035 мм (карбюратарны рухавік). Акрамя таго варта ўлічыць даданне 0.02 мм для заключнай шліфоўкі цыліндраў. Для праверкі зазору поршняў вымерайце поршань і цыліндр, як было апісана і вылічыце розніцу паміж памерамі для кожнага цыліндру.
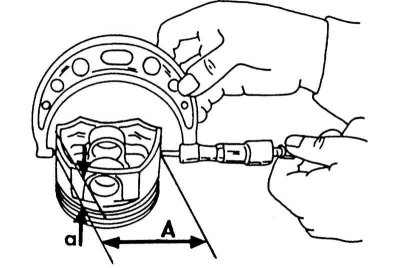
Вымярэнне дыяметра поршня. Памер "а" для інжэктарнага і карбюратарнага рухавіка не аднолькавы.
4. Калі няма досведу ў вымярэнні, блок варта аднесці ў адмысловую майстэрню і вырабіць вымярэнне тамака.
Для навочнасці можна намаляваць эскіз і запісваць вынікі вымярэнняў тамака. Розніца паміж верхнім і ніжнім вымярэннямі адлюстроўвае конуснасць. Розніца паміж папярочным і падоўжным вымярэннямі адлюстроўвае овальность. Нідзе дыяметр не павінен адрознівацца ад патрабаванага значэння больш за на 0.04 мм.
5. На верхняй паверхні блока цыліндраў выбіты лічбы, якія паказваюць на клас памераў поршняў. Пры замене блока цыліндраў павінны ўсталёўвацца поршні які адпавядае класа памераў. Праверце паверхню блока цыліндраў на наяўнасць дэфармацыі, як паказана на ілюстрацыі ніжэй.
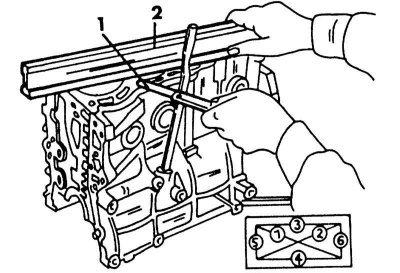
Вымярэнне дэфармацыі паверхні блока цыліндраў
1 - мац
2 - сталёвая лінейка
6. Для гэтага накладзяце на паверхню блока сталёвую лінейку (2) і вымерайце зазор з дапамогай маца (1). Вымерайце блок у падоўжным папярочным і дыяганальным кірунках, як паказана на маленькай дыяграме. Максімальна дапушчальны памер складае 0.10 мм. Варта памятаць, што галоўка і блок цыліндраў могуць быць прашліфаваны ў агульнай складанасці не больш за на 0.2 мм. Калі галоўку шліфаваць не трэба варта праверыць вышыню галоўкі цыліндраў, памер паказаны ў Спецыфікацыя у пачатку Кіраўніка. Калі блок цыліндраў пасля шліфоўкі мае вышыню менш дапушчальнай, ён павінен быць заменены.