Разгарнуць адтуліну ў галоўцы блока цыліндраў разгорткай (А) патрэбнага памеру.

Нагрэць галоўку блока цыліндраў у алейнай ванне да тэмпературы 110-130°С.
Запрасаваць накіроўвалую ўтулку клапана (1) са боку размеркавальнага вала але вышыню выступу «Н» (гл.раздзел "Сэрвісныя дадзеныя і спецыфікацыя"у канцы кіраўніка).
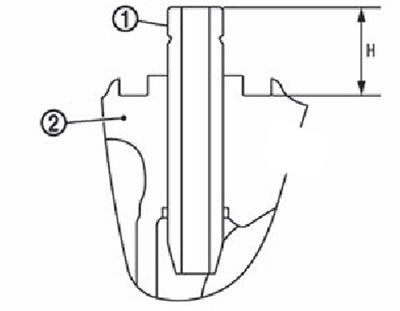
1. Накіроўвалая ўтулка клапана.
2. Галоўка блока цыліндраў.
Увага. Паверхня галоўкі блока цыліндраў гарачая. Неабходна выкарыстоўваць ахоўныя пальчаткі, каб пазбегнуць апёку.
Канчаткова разгарнуць адтуліну ў накіроўвалай утулцы клапана разгорткай (А) патрэбнага памеру.

2. Калі сядла клапанаў былі выдаленыя, усталяваць новыя рамонтнага памеру (+0.5 мм):
Разгарнуць гняздо ў галоўцы блока цыліндраў (1) пад усталёўку новага сядло клапана.
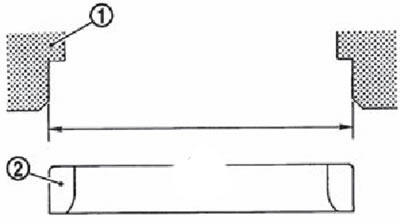
1. Галоўка блока цыліндраў.
2. Сядло клапана.
Заўвага. Упэўніцца, што вось разгорткі супадае з воссю накіроўвалай. Гэта забяспечыць правільнасць пасадкі клапана ў сядло.
Нагрэць галоўку блока цыліндраў у алейнай ванне да тэмпературы 110-130°С.
Астудзіць сядло клапана з дапамогай сухога лёду.
Запрасаваць сядло клапана ў галоўку блока цыліндраў.
Увага.
- Паверхня галоўкі блока цыліндраў гарачая. Неабходна выкарыстоўваць ахоўныя пальчаткі, каб пазбегнуць апёку.
- Не браць голымі рукамі астуджаныя сядлы.
Апрацаваць сядла з дапамогай фрэзы з набору для апрацоўкі фасак затамкавых сёдлаў (адмысловая сэрвісная прылада) або адмысловага шліфавальнага станка.

Увага. Пры апрацоўцы фаскі сядла фрэзай трымаць ручку прылады двума рукамі. Забяспечыць раўнамернае прыцісканне прылады да ўсёй апрацоўванай акружнасці і імкнуцца апрацоўваць акружнасць адным рухам. Нераўнамернае прыцісканне прылады і апрацоўка паверхні за некалькі праходаў могуць прывесці да атрымання ступеністай паверхні сядла.
Прыцерці клапан да сядла з выкарыстаннем абразіўнай пасты.
Зноў праверыць правільнасць пасадкі клапана ў сядло.
3. Напрессовать маслоотражательные каўпачкі на вышыню "Н", як паказана на малюнку, выкарыстоўваючы адмысловую апраўку (A) (KV10115600).
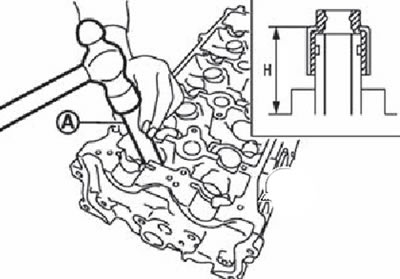
Заўвага. Вышыня "Н": 15,1-15,7 мм.
4. Усталяваць клапаны.
Заўвага. Впускныя клапаны маюць галоўку большага дыяметра.
5. Устанавіць затамкавыя спружыны (з сёдламі):
Усталяваць затамкавую спружыну бокам з віткамі меншага дыяметра (бок сядла спружыны) да галоўкі блока цыліндраў (У).
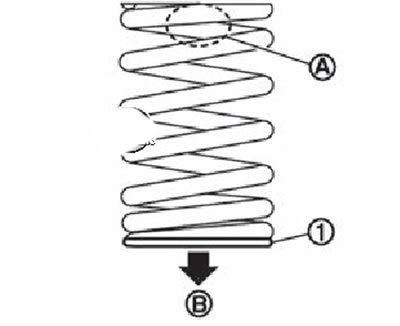
1. Сядло затамкавай спружыны (не здымаць).
Заўвага.
Ідэнтыфікацыйны колер (А) затамкавых спружын:
- Впускны клапан: зялёны.
- Выпускны клапан: пурпурны.
6. Устанавіць талеркі клапанаў.
7. Усталяваць сухары клапанаў:
Сціснуць затамкавую спружыну адмысловай прынадай (А) (KV10116200) і ўсталяваць сухары клапанаў з дапамогай намагнічанага стрыжня.

Увага. Выконваць асцярожнасць, каб не пашкодзіць гнёзды штурхачоў клапанаў.
Пасля ўсталёўкі злёгку пастукаць па тарцы стрыжня клапана пластыкавым малатком, каб пераканацца ў надзейнасці фіксацыі.
8. Устанавіць на свае месцы штурхальнікі клапанаў.
9. Устанавіць свечкі запальвання.