Čišćenje
1. Uklonite sve dodatke i senzore s bloka cilindra. Za čišćenje morate nabaviti i čepove. Da biste to učinili, izbušite malu rupu u utikačima u koje zavrnite samorezni vijak. Čepovi se vade kliještima iza glava vijaka ili udarnim izvlakačem.
2. Ostružite sav preostali materijal brtve s bloka cilindra i s okvira poklopca glavnog ležaja (u onim motorima u kojima je predviđen okvir), pazeći da ne oštetite razdvojene brtvene površine.
3. Uklonite sve čepove kanala za ulje (ako je predviđeno). Ovi čepovi vrlo čvrsto prianjaju i možda će ih trebati izbušiti i probušiti. Prilikom sastavljanja motora, zamijenite sve čepove.
4. Ako je površina bloka cilindra jako zaprljana, bit će potrebno čišćenje parom.
5. Nakon parenja bloka, ponovite čišćenje otvora i kanala za podmazivanje. Sve unutarnje kanale bloka cilindra isperite toplom vodom dok ne počne istjecati čista voda. Temeljito osušite jedinicu i premažite sve rascijepljene i brušene površine laganim uljem kako biste spriječili hrđu. Proces sušenja može se ubrzati ispuhivanjem unutarnjih kanala komprimiranim zrakom.
6. Ako je površina bloka cilindra umjereno prljava, tada se možete ograničiti na pranje bloka cilindra tvrdom četkom i toplom vodom (s temperaturom koja isključuje opekline) sapunom ili deterdžentom. Odvojite vrijeme i temeljito isperite blok cilindra. Bez obzira na metodu čišćenja, sve unutarnje kanale za podmazivanje vrlo temeljito isperite i temeljito osušite. Podmažite stijenke cilindra uljem kako biste spriječili hrđu.
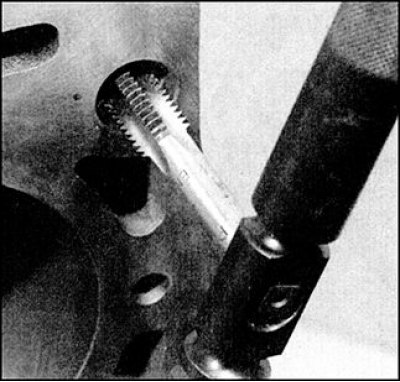
7. Rupe s navojem u bloku treba očistiti kako bi se osigurala točna očitanja zakretnog momenta tijekom ponovnog sastavljanja. Navucite navoje slavinom, jer će to očistiti rupe s navojima od prljavštine, korozije i ostataka brtvila, kao i obnoviti navoje. Ako je moguće, ispuhajte rupe komprimiranim zrakom kako biste uklonili ostatke materijala iz slavine.
Pažnja! Dobri rezultati postižu se ubrizgavanjem vodeno-disperzijskih maziva pod visokim pritiskom u otvore, koji su komercijalno dostupni u dugim aerosolnim limenkama. Prilikom čišćenja na ovaj način nosite zaštitne naočale.
8. Ugradite nove čepove u blok cilindra, nakon što ih podmažete odgovarajućim brtvilom.
9. Ako je montaža motora odgođena, pokrijte blok cilindra plastičnom folijom kako biste spriječili ulazak prljavštine i hrđe. Podmažite sve rascijepljene brtvene površine kako biste spriječili koroziju.
Provjera statusa
1. Vizualno pregledajte ima li na bloku cilindra pukotina i korozije. Provjerite stanje navoja u rupama, označite mjesta ogoljenim navojima. Ako postoji sumnja na curenje rashladne tekućine unutar bloka cilindra, tada se blok mora testirati na curenje, za što je preporučljivo kontaktirati stručnjaka. Ako se pronađu kvarovi, popravite jedinicu (ako je moguće), ili zamijeniti.
2. Provjerite ima li strugotina i neravnina na unutarnjim površinama cilindara. Provjerite prisutnost ramena u gornjem dijelu cilindra, rame ukazuje na povećano trošenje cilindra.
3. Provjerite ima li strugotina i neravnina na unutarnjim površinama cilindara.
4. Izmjerite unutarnji promjer cilindra 10 mm od ruba cilindra, paralelno i okomito na os motora. Ponovite mjerenja na udaljenostima od 60 i 100 mm od ruba cilindra. Iz ovih šest mjerenja odredite konus i ovalnost cilindra.
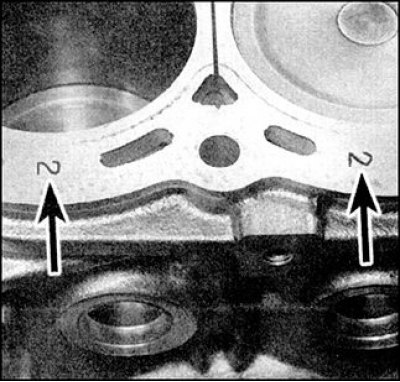
5. Oznake dimenzijskih skupina cilindara (naznačeno strelicama) utisnut na rascjepnoj ravnini bloka ispod brtve glave cilindra, pored cilindara.
6. Provjerite stanje klipova i prstenova (cm. pododjeljak 3.2.2.12). Zazor između klipa i cilindra definiran je kao razlika između izmjerenih promjera cilindra i klipa.
7. Usporedite rezultate s onima navedenima u (cm. pododjeljak 3.2.1.1). Ako je bilo koja od izmjerenih vrijednosti izvan standardnih granica, tada se cilindar mora izbušiti do sljedećeg promjera popravka, a ako to nije moguće, tada treba zamijeniti blok cilindra. Da biste poduzeli najispravnije daljnje radnje, obratite se stručnjaku. Rezervni dijelovi se isporučuju s klipovima samo jedne veličine za popravak - 0,2 mm.
8. Ako je stanje klipova i cilindara zadovoljavajuće, a istrošenost takva da je zazor između klipa i cilindra u granicama normale, bit će potrebna samo zamjena klipnih prstenova.
9. U ovom slučaju cilindri su samo brušeni, što osigurava bolje uhodavanje klipnih prstenova i njihovo čvrsto prianjanje uz stijenke cilindra.
10. Honanje se obično vrši glavom za honanje s kamenčićima na oprugu, koja se umetne u električnu bušilicu. Također je potrebno pripremiti kerozin ili ulje za honanje i krpe. Dok brusite, povremeno pomičite alat gore-dolje u cilindru, izdašno podmazujući stijenke cilindra.
11. Nakon honanja, na površini stijenki cilindra trebala bi se formirati struktura finih linija koje se sijeku pod kutom od oko 60°. Nemojte uklanjati višak materijala, završite brušenje odmah nakon završetka površine. Ako se ugrađuju novi klipovi, treba imati na umu da proizvođač klipova može preporučiti obradu stijenki cilindra s nešto drugačijim kutom sjecišta linija. U tom slučaju slijedite upute proizvođača klipa.
12. Nemojte skidati glavu za honanje s cilindra tijekom rotacije - prvo pričekajte dok se potpuno ne zaustavi. Na kraju pažljivo obrišite cilindar od ulja. Ako nemate alat za honanje ili niste sigurni da možete dobro izvesti ovaj zahvat, trebate otići u radionicu gdje će vam cilindre izbrusiti uz umjerenu naknadu.