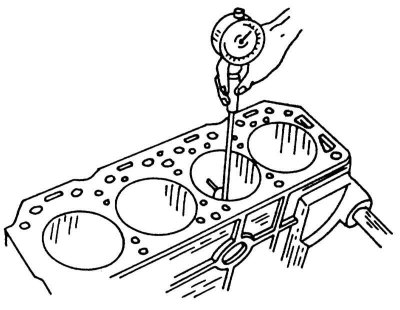
Pomiar cylindra za pomocą mikrometru wewnętrznego.
Jeśli nie ma wskaźnika, nie można wykonać następujących operacji. Pomiary walca należy wykonać w kierunku wzdłużnym i poprzecznym (ilustracja poniżej). Należy również wziąć pod uwagę różnice między silnikami wtryskowymi a gaźnikowymi.
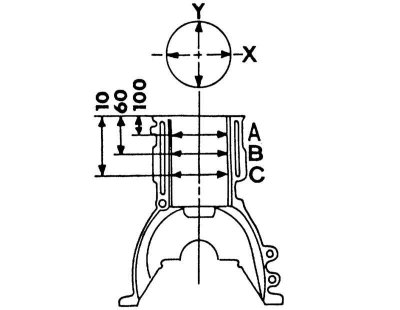
Tabela pomiarów bloku cylindrów. Wykonaj pomiary na poziomach A, B i C oraz w kierunkach "X-X" i "Y-Y".
1. W przypadku silnika wtryskowego pomiar należy wykonać zgodnie z powyższym rysunkiem, tj. 10 mm, 60 mm i 100 mm od górnej krawędzi. Wykonaj pomiary w kierunkach "X" i "Y".
2. W silniku gaźnikowym pierwszy pomiar wykonujemy 20 mm od górnej krawędzi cylindra, resztę jak w poprzednim akapicie.
3. Wymaganych jest łącznie 6 pomiarów na cylinder. Zapisz wszystkie wartości i porównaj z wartościami w Specyfikacje na początku rozdziału. Dzięki precyzyjnym pomiarom określa się owalność (różnica wielkości "A" i "W") i stożek (różnica między górną i dolną wartością pomiaru). Należy pamiętać, że wszystkie cylindry muszą być wytaczane, nawet jeśli tylko jeden cylinder jest poza tolerancją. Dopuszczalne jest odchylenie od wymaganych wymiarów o 0,04 mm. Rozmiary naprawcze tłoków są dostępne w Specyfikacje na początku rozdziału. Ostateczną średnicę cylindra określa się mierząc tłok zgodnie z ilustracją poniżej, czyli uchwyty mikrometru ustawione są na 9,5 mm (silnik gaźnikowy) lub 11,0 mm (silnik wtryskowy) od dolnej krawędzi tłoka pod kątem 90°do sworznia tłokowego. Dodaj do tego wymiaru wartość prześwitu 0,010 - 0,030 mm (silnik wtryskowy) lub 0,015 - 0,035 mm (silnik gaźnikowy). Ponadto należy wziąć pod uwagę dodatek 0,02 mm do końcowego szlifowania cylindrów. Aby sprawdzić luz tłoka, zmierz tłok i cylinder zgodnie z opisem i oblicz różnicę między wymiarami każdego cylindra.
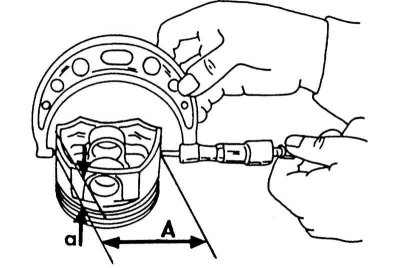
Pomiar średnicy tłoka. Rozmiar "A" dla silników wtryskowych i gaźnikowych nie jest taki sam.
4. Jeśli nie ma się doświadczenia w mierzeniu, blok należy zawieźć do specjalnego warsztatu i tam zmierzyć.
Dla jasności możesz narysować szkic i zapisać tam wyniki pomiarów. Różnica między wymiarami górnymi i dolnymi odzwierciedla stożek. Różnica między pomiarami poprzecznymi i podłużnymi odzwierciedla owalność. Nigdzie średnica nie powinna różnić się od wymaganej wartości o więcej niż 0,04 mm.
5. Numery są wybite na górnej powierzchni bloku cylindrów, aby wskazać klasę wielkości tłoków. Podczas wymiany bloku cylindrów należy zamontować tłoki odpowiedniej klasy wielkości. Sprawdź powierzchnię bloku cylindrów pod kątem odkształceń, jak pokazano na ilustracji poniżej.
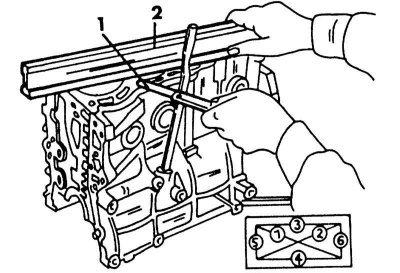
Pomiar odkształcenia powierzchni bloku cylindrów
1 - sonda
2 - stalowa linijka
6. Aby to zrobić, umieść stalową linijkę na powierzchni bloku (2) i zmierzyć luz szczelinomierzem (1). Zmierz blok w kierunku wzdłużnym, poprzecznym i ukośnym, jak pokazano na małym wykresie. Maksymalny dopuszczalny rozmiar to 0,10 mm. Należy pamiętać, że głowicę i blok cylindrów można zeszlifować łącznie o nie więcej niż 0,2 mm. Jeśli głowica nie wymaga szlifowania, sprawdź wysokość głowicy cylindrów, rozmiar jest wskazany w Specyfikacje na początku rozdziału. Jeśli blok cylindrów po szlifowaniu jest mniejszy niż dopuszczalna wysokość, należy go wymienić.