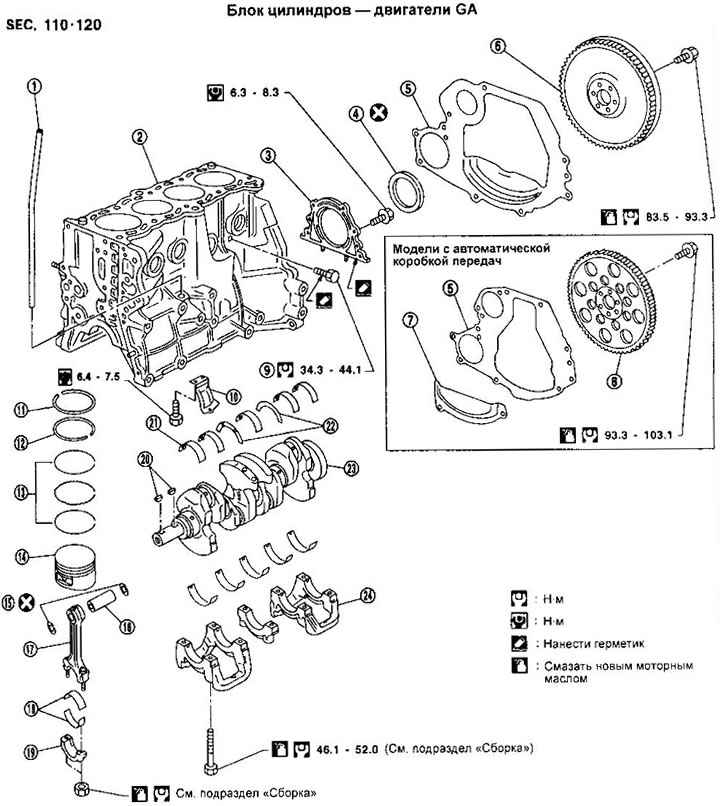
1. Цијев шипке за мјерење уља
2. Блок цилиндра
3. Држач задњег епиплона коленастог вратила
4. Задња уљна заптивка
5. Задњи поклопац
6. Замајац
7. Доњи поклопац
8. Погонски диск
9. Чеп за испуштање расхладног плашта
10. Тампон плоча
11. Горњи компресиони прстен
12. Доњи компресиони прстен (Само за Европу ГА14ДЕ и ГА16ДЕ мотори без ВТЦ)
13. Прстен за стругање уља
14. Клип
15. Потпорни прстенови
16. Клипни клин
17. Клипњача
18. Шкољке лежаја клипњаче
19. Поклопац лежаја клипњаче
20. Довелс
21. Шкољка главног лежаја
22. Гурните полупрстенове
23. Цранксхафт
24. Капица главног лежаја
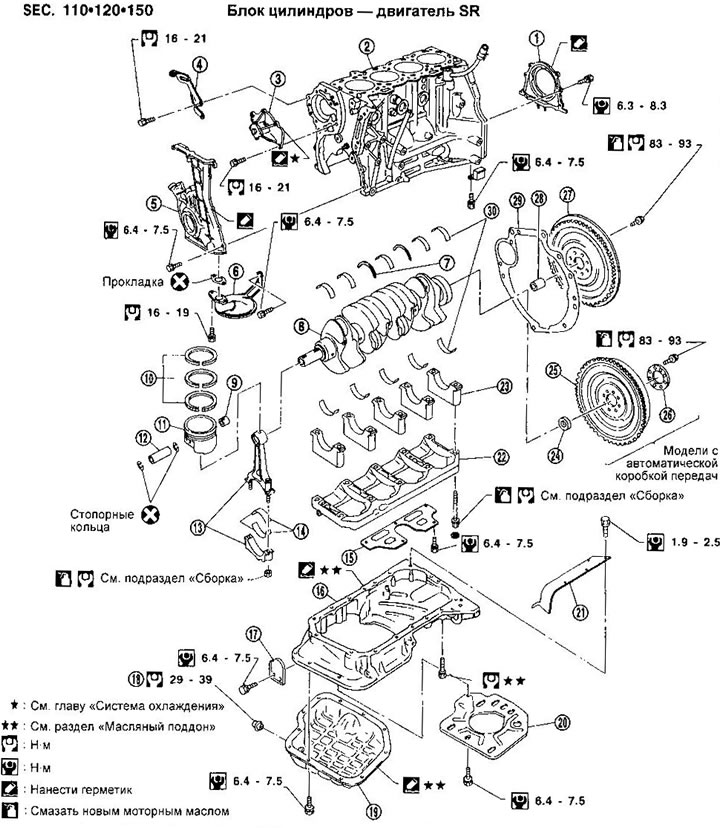
1. Држач задње уљне заптивке радилице
2. Блок цилиндра
3. Пумпа за воду
4. Затезач пумпе серво управљача
5. Предњи картер са уљном пумпом
6. Пријемник уља
7. Потисните полупрстен
8. Радилица
9. Чаура клипњаче
10. Клипни прстенови
11. Клип
12. Клипни клин
13. Клипњача
14. Шкољке лежаја клипњаче
15. Партиција*
16. Алуминијумска палета
17. Задња корице
18. Чеп за одвод
19. Челична палета
20. Партиција
21. Бочна преграда*
22. Лонгерон главних лежајева*
23. Капица главног лежаја
24. Водилица
25. Дриве диск
26. Прстен за ојачање
27. Замајац
28. Водилица
29. Задња корице
30. Шкољке главног лежаја
* Није доступно на СР20ДЕ моторима за Европу од 04.96
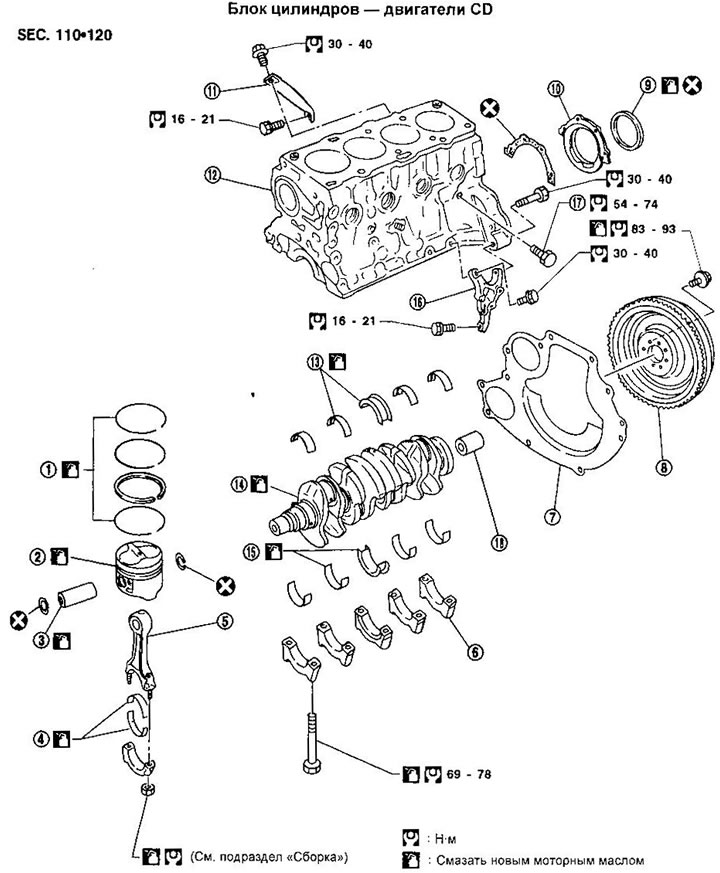
1. Клипни прстенови
2. Клип
3. Клипни клин
4. Шкољке лежаја клипњаче
5. Клипњача
6. Капица главног лежаја
7. Задњи поклопац
8. Замајац
9. Задња уљна заптивка радилице
10. Држач задњег уљног заптивача
11. Потпорни носач
12. Блок цилиндра
13. Улошци радикалних лежајева
14. Радилица
15. Умеци радикалних лежајева
16. Потпорни носач
17. Чеп за испуштање расхладног плашта
18. Водилица
Демонтажа
Радилица и клипњача-клипна група.
1. Инсталирајте мотор на постоље за растављање.
2. Испустите расхладну течност и уље.
3. Уклоните када водите ланац или зупчасти каиш (види одељак «Погон разводног зупчаника»).
4. За ЦД моторе, уклоните пумпе за воду и уље.
5. Уклоните главу цилиндра (види одељак «Погон разводног зупчаника» за ГА и СР моторе или «глава цилиндра» за ЦД моторе).
6. Уклоните посуду за уље (види одељак «тигањ за уље»).
7. Уклоните клипове са клипњачама. Уклоните клипне клинове. Да бисте притиснули клипне клинове, загрејте клипове на 60-70°Ц или користите сталак за пресу на собној температури.
8. Уклоните држач задњег епиплона коленастог вратила.
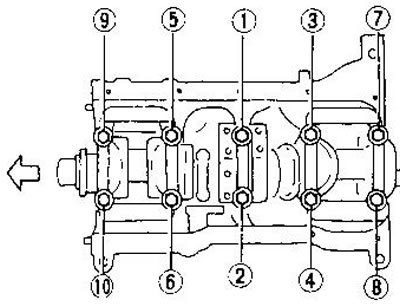
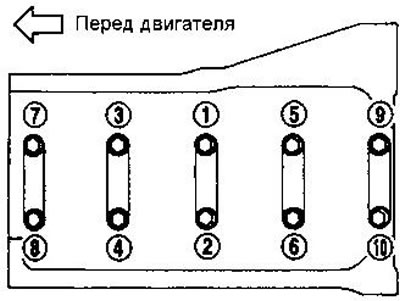
9. Одврните завртње поклопаца корених лежајева редоследом наведеним на цртежу, затим уклоните коленасто вратило.
Пре уклањања капица главних лежајева, измерите аксијални слободни ход радилице.
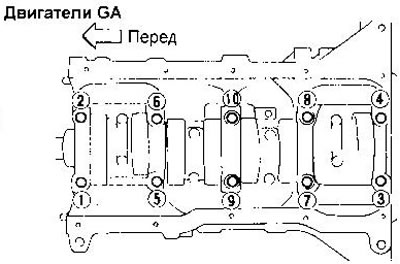
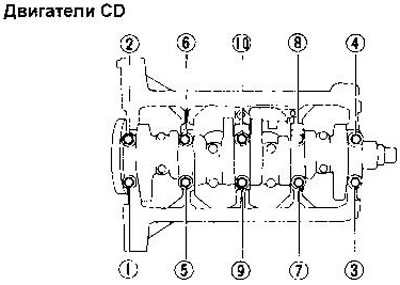
Завртње поклопца треба олабавити у два или три корака.
Шкољке и поклопци главних лежајева морају бити постављени на оригинална места током монтаже, па пазите да их не помешате након уклањања.
10. Уклоните клипне прстенове помоћу одговарајућег скидача.
Преглед
Размак између клипа и клипног клипа. Измерите унутрашњи пречник отвора клипа и спољашњи пречник клипа.
Називни пречник отвора клипа, мм:
- ГА мотори - 18.987-18.999
- СР мотор - 21.987-21.999
- ЦД мотори - 24,991-24,999
Номинални пречник клипног клипа, мм:
- ГА мотори - 18.989-19.001
- Мотор СР - 21.989-22.001
- ЦД мотори - 24.994-25.000
Израчунајте зазор одузимањем пречника клипа од пречника отвора. Резултат би требао бити између -0,004 мм и 0 мм. Ако је зазор позитиван, замените склоп клипа и клипа. Висински размак између клипних прстенова и жлебова. Измерите наведени зазор помоћу мерача. Да би се добио тачан резултат, сонда мора ући у жлеб док се не заустави.
Максимални дозвољени зазор је 0,2 мм за све прстенове на ГА и СР моторима и 0,1 мм за све прстенове на ЦД моторима.
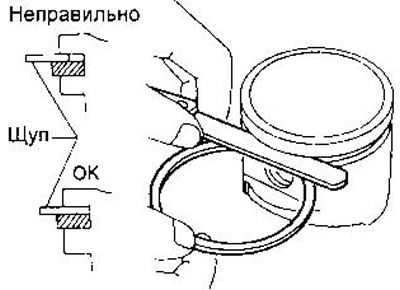
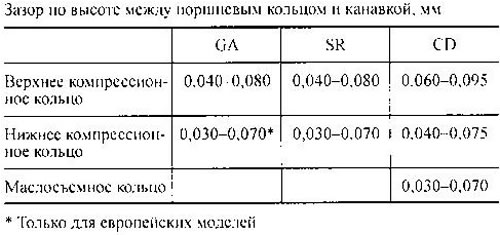
Ако зазор није унутар наведених граница, замените клип и/или клипне прстенове.
Зазори клипних прстенова. Притисните клипни прстен у цилиндар као што је приказано и измерите размак помоћу мерача.
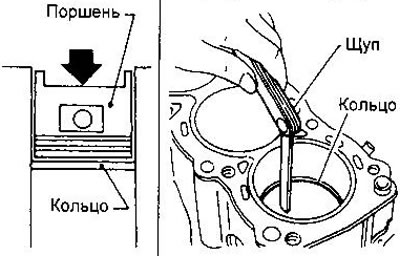
Максимални дозвољени зазор у бравама свих клипних прстенова мотора ГА и СР је 1,0 мм.
У ЦД моторима, максимални дозвољени зазори су следећи:
- Горњи компресиони прстен - 1,0 мм
- Доњи компресиони прстен - 0,7 мм
- Прстен за стругање уља - 0,6 мм
Ако зазор није у наведеним границама, замените клипни прстен. Ако се након тога зазор није вратио у нормалу, пробушите цилиндар и уградите клип са предимензионираним прстеновима (види одељак «Подаци за прилагођавање и контролу»).
Ако је потребно заменити клип, проверите и стање цилиндра. Ако има огреботина или огреботина на зидовима цилиндра, избрусите цилиндар или замените блок цилиндра.
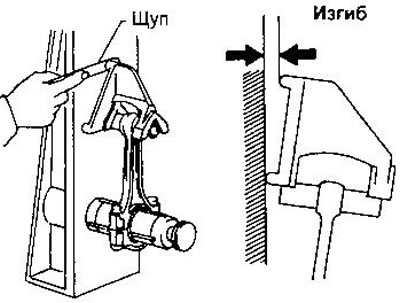
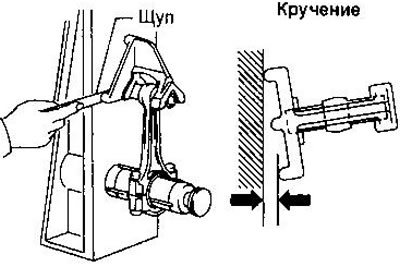
Савијање и увртање радилица. Максималне дозвољене вредности савијања и торзије по дужини од 100 мм су следеће:
- ГА и СР мотори: савијање - 0,15 мм, торзија - 0,30 мм.
- ЦД мотори: савијање и торзија - 0,025 мм.
Деформација блока цилиндра. Очистите спојну површину блока цилиндра и измерите његову равност применом металног лењира у шест праваца.
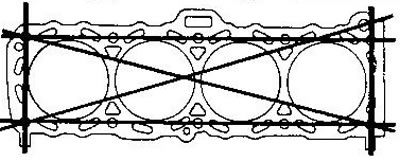
Максимално дозвољено одступање од равности је 0,1 мм за све моторе. Ако је ова вредност прекорачена, поново избрусите површину за спајање или замените блок цилиндра.
Дозвољено смањење висине блока цилиндра након обраде одређује се из услова А + Б = 0,2 мм (0,1 мм за ЦД мотор), где је А смањење висине главе цилиндра након обраде; Б - смањење висине блока цилиндра.
Називна висина блока (од осе радилице), мм:
- GA: 213,95-214,05
- SR: 211,25-211,35
- CD: 211,25-211,35
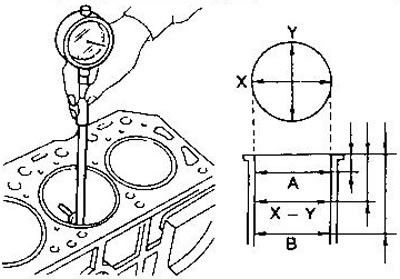
Размак између клипа и цилиндра. Користећи мерач отвора, измерите проврт цилиндра, овалност и конус.
Мерења се врше на дубини од 20, 60 и 100 мм за ГА моторе; 10, 60 и 100 мм за СР мотор; 20, 70 и 120 мм за ЦД моторе.
- Називни пречник цилиндра, мм:
- Мотори ГА14ДЕ, 15ДЕ - 73.600-73.630
- Мотор ГА16ДЕ - 76.000-76.030
- Мотор СР - 86.000-86.030
- ЦД мотори - 84,500-84,550
- Дозвољена овалност (X-Y) — не више од 0,015 мм
- Дозвољена конусност (А-Б) - не више од 0,010 мм
Максимално дозвољено хабање је 0,2 мм за цилиндре свих мотора.
Ако истрошеност најмање једног цилиндра прелази 0,2 мм, пробушите све цилиндре. Замените блок цилиндра ако је потребно.
Ако на површини цилиндра има огреботина или неравнина, избрусите цилиндар.
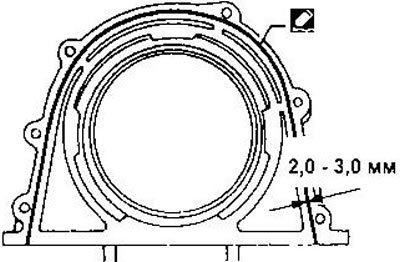
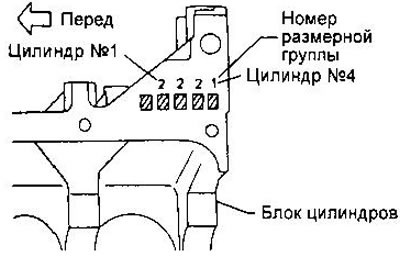
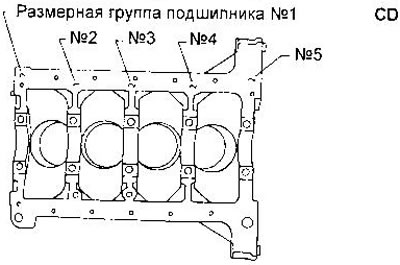
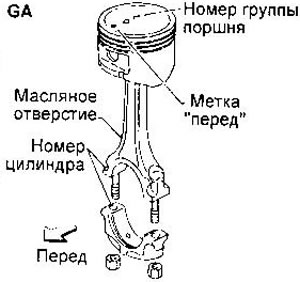
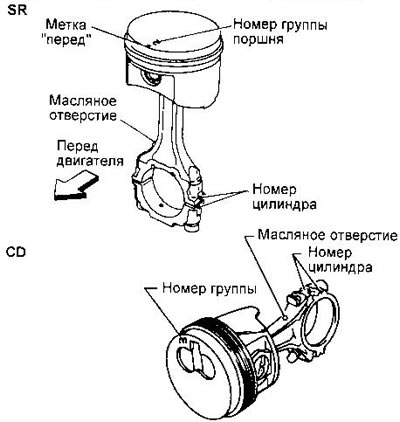
Приликом истовремене замене блока цилиндара и клипова, горње црне групе клипова морају одговарати горњим црним групама цилиндара означеним на блоку цилиндара.
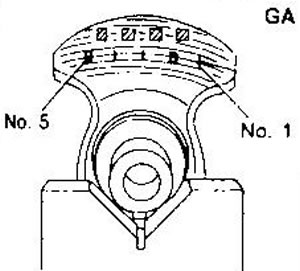
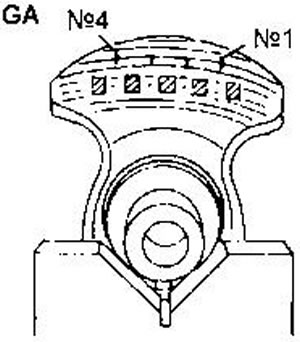
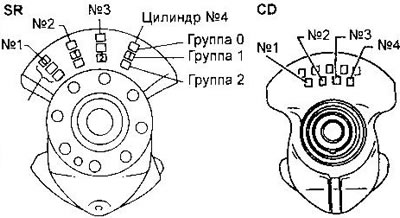
За моторе СР и ЦД, бројеви група су означени на равни парења поред рупа одговарајућих цилиндара, а за ГА моторе - на месту приказаном на слици.
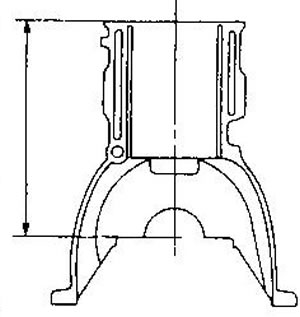
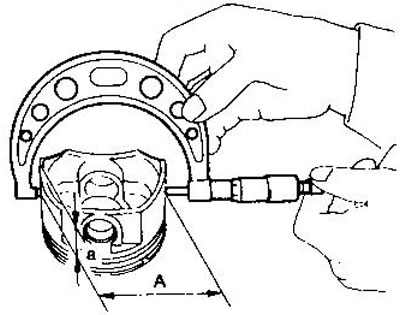
Измерите пречник сукње клипа окомито на клипну осовину. Удаљеност (А) од ивице сукње до равни мерења, као и вредности пречника дате су у одељку «Подаци за прилагођавање и контролу».
Дозвољени размак између клипа и цилиндра, мм:
- ГА мотори - 0,015-0,035 мм
- СР мотор - 0,010-0,030 мм
- ЦД мотори - 0,025-0,045 мм
Ако зазор премашује наведену вредност, изаберите превелике клипове и пробушите цилиндре (види пододељак «Бушење цилиндра»).
Радилица. Проверите у каквом су стању главни и клипњачки носачи. Не би требало да буду без уреза, хабања и пукотина.
Помоћу микрометра одредите конус и овалност врата.
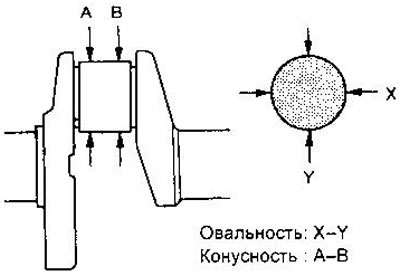
овалност (X-Y) и конус (А-Б), мм:
- Мотори С А — не више од 0,005 (конус не већи од 0,002)
- СР мотор:
- Аутохтони вратови - не више од 0,005
- Чапци клипњаче - не више од 0,0025
- ЦД мотори - не више од 0,005
Измерите отпуштање радилице постављањем вратила на призме. Разлика у очитавању индикатора за један пун обрт вратила узима се као вредност бијања.
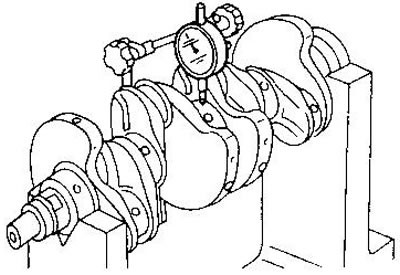
- Радијални излаз - не више од 0,005 мм
Зазори главног и клипног лежаја. Постоје два начина за мерење празнина: помоћу микрометра и унутрашњег мерача или помоћу пластичне жице. Први метод је пожељнији јер даје тачније резултате.
Главни лежајеви: Уградите шкољке лежаја на њихове положаје у блоку цилиндра.

Уградите поклопце лежаја и затегните завртње до потребног момента у два или три корака. Пратите редослед затезања.
Измерите унутрашње пречнике главних лежајева и спољашње пречнике главних рукаваца радилице.
Номинални зазор у главним лежајевима, мм:
- ГА мотори - 0,018-0,042
- Мотор СР - 0,004-0,022
- ЦД мотори - 0,039-0,065
Максимални дозвољени зазор је 0,1 мм за ГА моторе и 0,050 мм за СР моторе. За ЦД моторе, зазор мора бити унутар горњих граница.
Ако зазор премашује наведене вредности, замените облоге.
Ако се зазор не може исправити заменом облога, или су вратови на било који начин оштећени (огреботине, огреботине), морају бити брушени до најближе величине за поправку и треба уградити уметке повећане дебљине (види одељак «Подаци за прилагођавање и контролу»).
Прелази између врата и образа радилице морају се обрадити на одређени начин (види слике).

Ако радилица Ако се блок цилиндра или шкољке лежаја поново користе, измерите зазор главног лежаја. Приликом замене свих наведених делова, дебљина облога се бира на следећи начин:
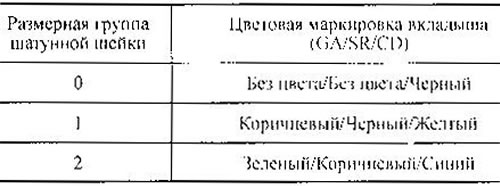
А) Бројеви мерних група кућишта главних лежајева утиснути су на блок цилиндара арапским или римским бројевима.
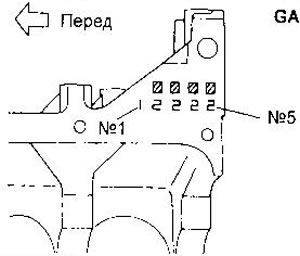

b) Бројеви група величина главних рукаваца радилице утиснути су на противтегу радилице арапским или римским бројевима.
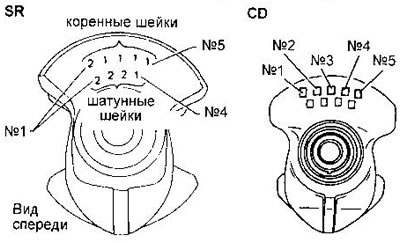
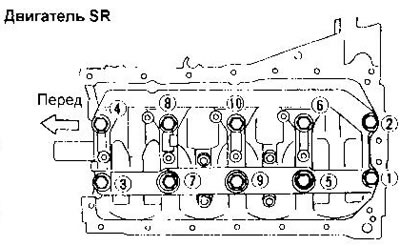
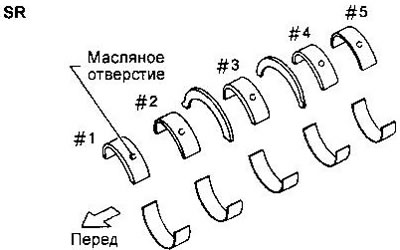
На СР моторима, бројеви група за главне рукавце и клипњаче могу бити утиснути на предњој противтези радилице (као што је приказано на слици) или само бројеви група главних часописа.
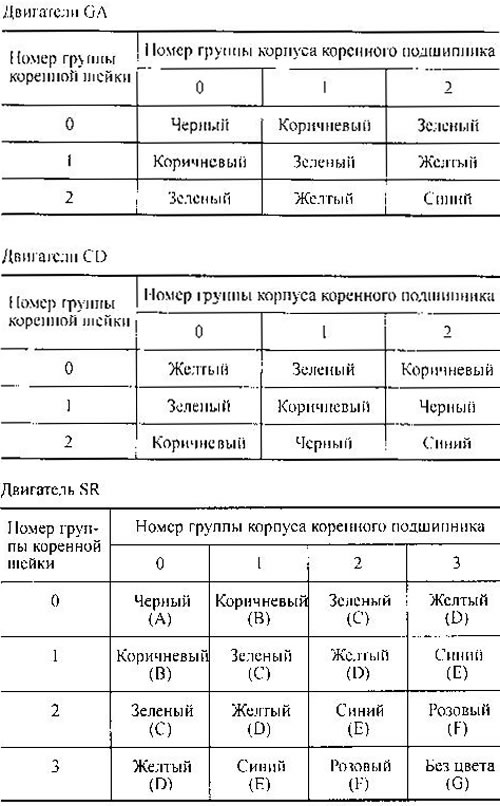
Витх) Дебљина облога одређена је табелама. Означавање у боји се наноси на крајњу површину кошуљица.
Лежајеви клипњаче (доња глава клипњаче). Убаците чауре у клипњачу и поклопац лежаја клипњаче. Поставите поклопац и затегните завртње потребним моментом.
Измерите унутрашњи пречник сваког лежаја клипњаче. Затим измерите пречник клипњача радилице.
Називни зазор у лежајевима клипњаче, мм:
- ГА мотори - 0,014-0,039
- Мотор СР - 0,020-0,045
- ЦД мотори - 0,031-0,055
Максимални дозвољени зазор је 0,1 мм за ГА моторе и 0,065 мм за СР моторе. За ЦД моторе, зазор мора бити унутар горњих граница.
Ако зазор премашује наведене вредности, замените облоге.
Ако се зазор не може исправити заменом облога, или су вратови на било који начин оштећени (огреботине, огреботине), морају се поново брусити на најближу поправну величину и уградити кошуљице повећаног пречника (види одељак «Подаци за прилагођавање и контролу»).
Приликом млевења радилица, узмите у обзир захтеве за обраду прелаза између врата и образа радилица, слично као код главних носача.
Ако се мењају радилица, клипњаче или шкољке лежаја, изаберите дебљину шкољки лежаја из табела.
Групе величина клипњача утиснуте су на противтег радилице. За СР моторе могу се утиснути на задњој противтежи (види слику) или на предњој страни заједно са бројевима главних група часописа.
Размак између чауре клипњаче и клипног клипа. Измерите унутрашњи пречник рогова и спољашњи пречник клипне осовине. Номинални клиренс, мм:
- ГА и СР мотори - 0,005-0,017
- ЦД мотори - 0,025-0,044
Максимални дозвољени зазор за ГА и СР моторе је 0,023 мм. За ЦД моторе, зазор мора бити унутар горњих граница.
Ако зазор премашује наведене вредности, замените клипњачу, клипну чахуру и/или клип клипом.
Аксијално отпуштање замајца/погонске плоче. Измерите отпуштање замајца помоћу мерача. Разлика у очитавању индикатора за један потпуни обрт замајца узима се као вредност бијања.
Аксијално отпуштање, мм:
- ГА и СР мотори (замајац) - не више од 0,15
- ГА и СР мотори (погонски диск) — не више од 0,2*
- ЦД мотори (замајац) - не више од 0,15
* На удаљености од око 115 мм од осе радилице.
Бушење цилиндра
1. На основу измереног зазора између клипа и цилиндра, одредите потребну величину за поправку клипа (види одељак «Подаци за прилагођавање и контролу»).
2. Израчунајте пречник цилиндра користећи формулу:
Д \у003д А - Б + Ц, где је:
Д је пречник цилиндра након бушења,
А је пречник клипа
Б је потребан зазор између клипа и цилиндра.
Ц - додатак за брушење (0.02мм).
3. Поставити поклопце корених лежајева и затегнути завртње потребним моментом. Ово ће спречити деформацију отвора цилиндара.
4. Пробушите цилиндре.
Ако бар један цилиндар захтева поновно бушење, сви цилиндри морају бити поново избушени.
Пробушити у неколико пролаза, сваки пут повећавајући пречник за око 0,05 мм.
5. Избрусити цилиндре да би се добио потребан зазор између клипа и цилиндра.
6. Измерите овалност и конус цилиндра. Мерења се морају извршити након потпуног хлађења блока цилиндара.
Замена чауре горње главе клипњаче
1. Стару чахуру притиснете одговарајућим трном.
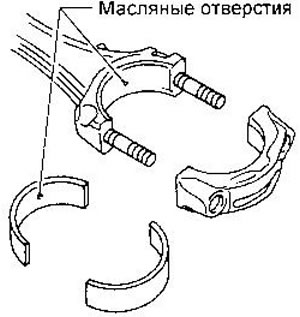
2. Утиснути нову чахуру у равни са површином главе клипњаче. Уверите се да су рупе за уље поравнате.
3. Реверзна чаура за обезбеђивање 0,005-0,017 мм зазора клипног клипа на ГА и СР моторима. Код ЦД мотора, пречник отвора треба да буде 25,025-25,038 мм (клиренс 0,025-0,044 мм).
Скупштина
1. Уградите нови прстен у један од отвора клипа.
2. Загрејати клип на 60-70°Ц и спојити га на клипњачу. Поставите други причврсни прстен (такође ново).
Обратите пажњу на међусобну оријентацију клипа и клипњаче.
Одговарајући број цилиндра је утиснут на клипњачи и поклопцу лежаја клипњаче.
Након поновног састављања, уверите се да се клипњача глатко окреће без везивања.
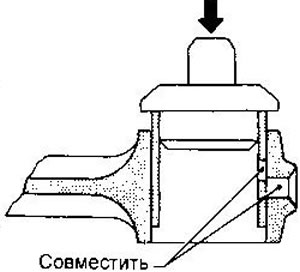
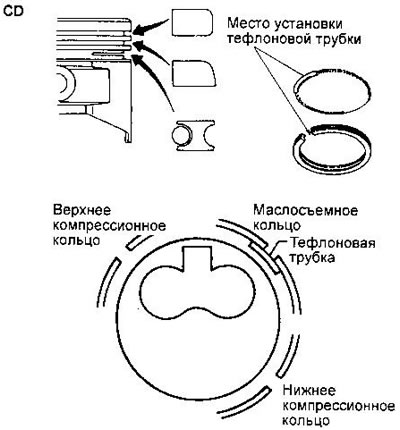
3. Поставите клипне прстенове као што је приказано. Ако је ознака утиснута на прстену, она мора бити окренута нагоре.
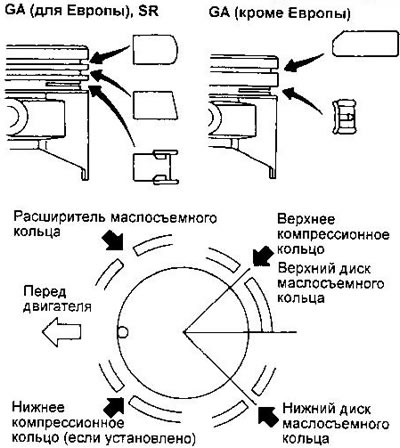
Ако се клипни прстенови не замене, морају се поставити у првобитни положај. Уградња нових клипних прстенова без утиснуте ознаке је дозвољена са обе стране.
Приликом замене горњег компресијског прстена или блока цилиндра у ЦД моторима потребно је одабрати прстен који има потребан зазор у брави. За цилиндре групе величина 1, 2 и 3 користе се прстенови без ознаке, а за цилиндре група 4 и 5 користе се прстенови са ознаком С.
4. Вратите шкољке главног лежаја и подмажите их новим моторним уљем (у блоку цилиндара) имају жлебове и/или рупе за уље. Горње шкољке 3. главног лежаја у ГА и СР моторима су уграђене са потисним подлошкама. У ЦД моторима се уместо полупрстенова користе облоге прирубница.
5. Инсталирајте радилицу и капице главног лежаја. Бројеви лежајева су означени на поклопцима.
Премажите навоје и седишне површине вијака главног лежаја новим моторним уљем. Пре затезања вијака, поставите поклопце главних лежајева у њихов нормалан положај померањем радилице напред-назад у аксијалном смеру. На ГА и ЦД моторима затегните завртње поклопца у два или три корака, у редоследу приказаном на слици.
За СР моторе, поступак затезања је следећи:
- А) Затегните све завртње на 26-32 Нм (у моторима СР20ДЕ за Европу од 04.96 - обртни момент 7-13 Нм) редоследом приказаним на слици (Приказан блок цилиндара за европске моторе од 04.96).
- b) Затегните све завртње за 75-80°.
- c) Потпуно отпустите све завртње.
- d) Поново затегните све завртње на 32-38 Нм.
- e) Затегните све завртње за 45-50° (30-35°у моторима СР20ДЕ за Европу од 04.96). У недостатку кључа са угломером, можете користити угломер за мерење углова. Не препоручује се извођење ове операције на оку.
Након завршетка затезања, уверите се да се радилица ваз глатко окреће руком.
6. Измерите слободни аксијални ход радилице помоћу мерача (дуж краја окна) или сонда (у средишњем лежају).
Оцењена слободна игра, мм:
- ГА мотори - 0,060-0,180
- Мотор СР - 0,10-0,26
- ЦД мотори - 0,05-0,18
Максимални дозвољени слободни ход за све моторе је 0,30 мм.
7. Поново инсталирајте шкољке лежаја клипњаче.
Рупе за уље у лежају клипњаче и клипњачи морају да се поклапају.
Нанесите ново моторно уље на навоје и површине седишта вијака.
8. Убаците клипове са клипњачом у одговарајуће цилиндре помоћу компресора са клипним прстеновима. Ознаке на крунама клипа морају бити окренуте према предњем делу мотора. Пазите да не огребете зидове цилиндра клипњачама.
Подмазати клипне прстенове и тарне површине клипа моторним уљем.
9. Уградите поклопце лежаја клипњаче. Поклопци лежаја клипњаче и клипњаче морају имати исту ознаку (број цилиндра). Затегните матице лежаја клипњаче, постављајући клипове наизменично у БДЦ.
a) Затим затегните матице
- ГА мотори - 13,8-15,7 Нм
- СР мотори - 14-16 Нм
- ЦД мотори - 15 Нм
b) Окрените матице до одређеног угла или их затегните на наведени обртни момент:
- ГА мотори - 35 40° (23-28 Нм)
- СР мотор - 60-65° (38-44 Нм)
- ЦД мотори - 60-65° (37-45 Нм)
10. Измерите зазор потиска у лежајевима клипњаче помоћу мерача.
Називни аксијални зазор:
- ГА мотори - 0,20-0,47 мм
- СР мотор - 0,20-0,35 мм
- ЦД мотори - не више од 0,30 мм
Максимални дозвољени зазор је 0,50 мм за ГА и СР моторе и 0,30 мм за ЦД моторе.
11. Инсталирајте држач задње уљне заптивке. Прво уклоните све трагове старог заптивача са монтажних површина држача и блока цилиндра и нанесите непрекидну куглицу заптивача, савијајући се око рупа за вијке изнутра.