Искривљење главе цилиндра
1) Користите стругач да уклоните наслаге угљеника, остатке заптивки, заптивача, уља, наслаге угљеника итд. од додирне површине главе цилиндра.
Опрез: Не дозволите да остаци заптивки, заптивача или других страних материја уђу у пролазе уља или воде.
2) Проверите да ли се доња страна главе цилиндра савија у шест смерова.
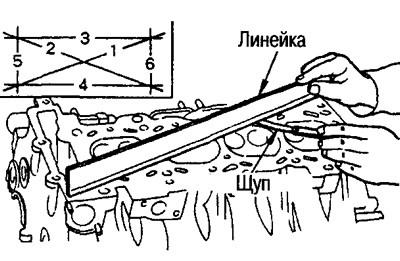
- Гранично савијање: 0,1 мм
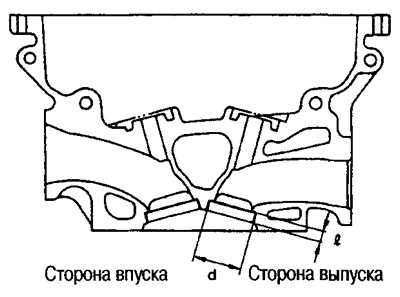
Величине вентила
Користите микрометар да проверите димензије вентила.
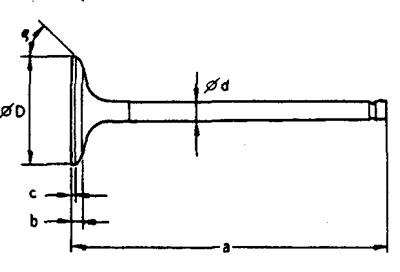
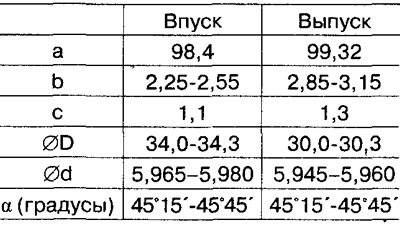
Стандардне величине вентила (мм):
Зазор водилице вентила
Обавите ову проверу пре него што уклоните вођицу вентила.
Уверите се да је пречник вретена вентила у оквиру спецификације (види горе).
Притисните вентил око 10 мм према комори за сагоревање, љуљајте вентил у различитим правцима и користите индикатор за мерење количине кретања.

Зазор вођице вентила је ½ очитавања индикатора.
Стандардни размак:
- Улаз: 0,020 - 0,053 мм
- Излаз: 0,040 - 0,073 мм
Ограничење:
- Улаз: 0,08 мм
- Излаз: 0,1 мм
Замена вођице вентила
Када мењате вођицу вентила, замените је већом вођицом вентила (за 0,2 мм) величина поправке.
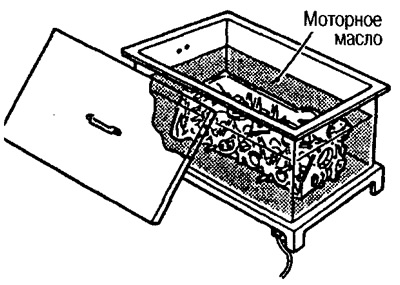
1) Загрејте главу цилиндра на 110-130'Ц тако што ћете је ставити у посуду са моторним уљем.
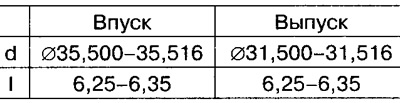
2) Чекићем и ударцем избијте вођицу вентила са стране коморе за сагоревање (специјални алат).
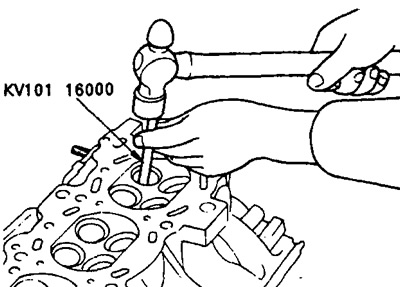
3) Користећи развртач, завршите површину рупе за вођицу вентила.
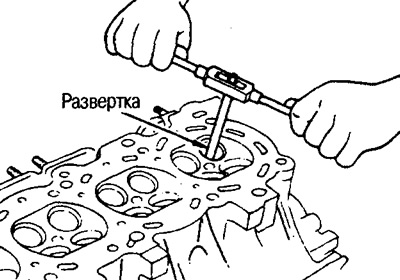
- Стандардни пречник развртане рупе: 10,175-10,196 мм
4) Загрејте главу цилиндра на 110-130°Ц тако што ћете је ставити у посуду са моторним уљем.
5) Користите пресу да притиснете вођицу вентила или ударите чекићем и замахните (специјални алат) са стране дистрибутера.
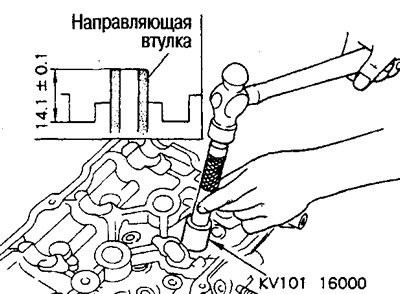
- Пречник специјалног алата: 6 мм
Уградбена димензија водилице вентила приказана је на слици на претходној страни.
6) Разврните инсталирану вођицу вентила.

- Коначни стандардни пречник: 6.000-6.018 мм
Образац контакта седишта вентила
Извршите ову проверу да бисте били сигурни да су вођице вентила и сами вентили исправне величине.
Ставите црвену електроду на контактну површину седишта и вентила и проверите да ли је вентил равномерно постављен.
Уверите се да се отисак мастила појављује по целом обиму без прекида.
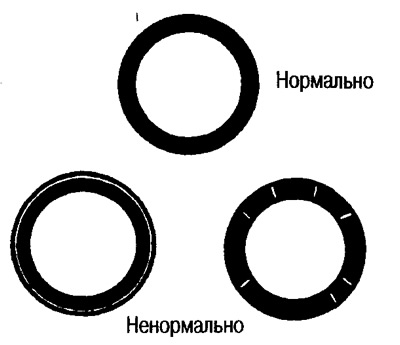
У супротном, преклопите вентил и поново проверите. Ако је контактна површина и даље ненормална, замените седиште вентила.
Замена седишта вентила
Ако је седиште вентила уклоњено, замените га великим седиштем (за 0,5 мм) величина поправке.
1) Избушите старо седло док се не сломи. Бушење се не сме наставити дубље од дна удубљења седишта у глави цилиндра. У ту сврху ставите мерач дубине бушења на бушилицу.
2) Извуците удубљење седишта вентила велике величине у глави цилиндра.
Стандардно увећано (за 0,5) димензије (мм)
Развртајте у концентричним круговима према центру вођице вентила. Ово ће обезбедити правилно постављање седишта вентила.
3) Загрејте главу цилиндра на прибл. до 110-130°Ц стављањем у посуду са моторним уљем.
4) Охладите седиште вентила сувим ледом. Притисните седиште вентила у главу цилиндра помоћу дрифта (специјални алат).
Опрез: Не додирујте охлађена седла голим рукама.
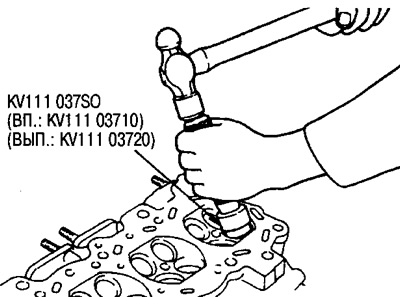
5) Блодањем доведите седло до потребних димензија.

пажња:
Приликом обраде површине резачем, ухватите ручку алата са обе руке. Затим притисните резач уз контактну површину по целом обиму и млените у једном пролазу. Ако је алат притиснут погрешно, седиште вентила може попримити степенасти облик.
Обрадити док се не добију димензије приказане на слици.
6) Налепите вентил пастом за млевење.
7) Поново проверите стање седишта вентила.
Неправилност опруге вентила
Причврстите угао на опругу вентила и окрените га. Измерите максимални зазор између опруге и угла.
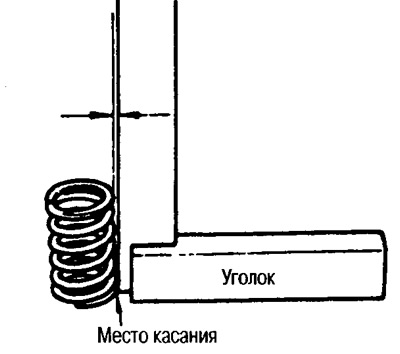
- Максимална неправоугаоност: 2,1 мм
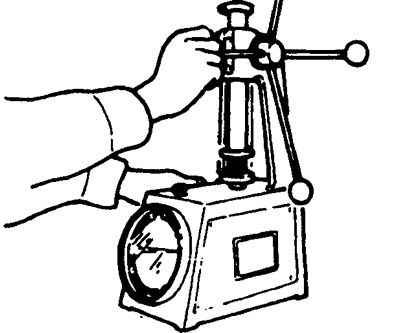
Димензије опруге вентила и притисак компресије
Мерења се врше посебним тестером опруге вентила.
 |  |