Чишћење
1. Уклоните све додатке и сензоре из блока цилиндра. За чишћење морате набавити и утикаче. Да бисте то урадили, избушите малу рупу у утикачима, у коју уврните вијак за самопрезивање. Чепови се уклањају клештима иза глава завртња или ударним извлакачем.
2. Састружите сав преостали материјал заптивке са блока цилиндра и оквира поклопца главног лежаја (код оних мотора у којима је предвиђен оквир), пазећи да не оштетите подељене заптивне површине.
3. Уклоните све чепове за пролаз уља (ако је предвиђено). Ови чепови имају веома чврсто пријањање и можда ће их требати избушити и развртати. Приликом састављања мотора, замените све утикаче.
4. Ако је површина блока цилиндра јако запрљана, биће потребно чишћење паром.
5. Након парења блока, поновите чишћење рупа и канала за уље. Исперите све унутрашње канале блока цилиндара топлом водом док чиста вода не исцури. Темељно осушите јединицу и премажите све расцепљене и брушене површине лаганим уљем да бисте спречили рђу. Процес сушења се може убрзати издувавањем унутрашњих канала компримованим ваздухом.
6. Ако је површина блока цилиндара умерено прљава, можете се ограничити на прање блока цилиндра тврдом четком и топлом водом (са температуром која искључује опекотине) сапуном или детерџентом. Одвојите време и темељно исперите блок цилиндра. Без обзира на начин чишћења, све унутрашње канале за подмазивање добро исперите и добро осушите. Подмажите зидове цилиндра уљем да спречите рђу.
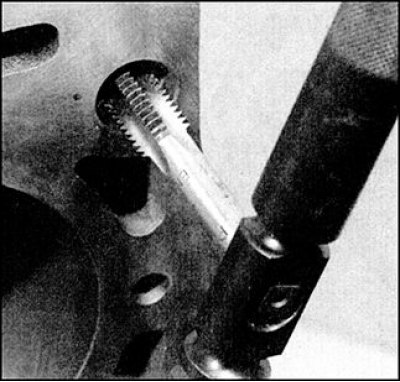
7. Рупе са навојем у блоку морају бити очишћене да би се обезбедила тачна очитавања обртног момента током поновног састављања. Забијајте навоје славином, јер ћете тако очистити навојне рупе од прљавштине, корозије и остатака заптивача, као и вратити навоје. Ако је могуће, издувајте рупе компримованим ваздухом да бисте уклонили остатке материјала из славине.
Пажња! Добри резултати се постижу убризгавањем водених дисперзионих мазива под високим притиском у рупе, које су комерцијално доступне у дугим аеросолним лименкама. Носите заштитне наочаре када чистите на овај начин.
8. Поставите нове чепове на блок цилиндра, након што сте их подмазали одговарајућим заптивачем.
9. Ако монтажа мотора касни, покријте блок цилиндра пластичном фолијом да бисте спречили улазак прљавштине и рђе. Подмажите све подељене заптивне површине да бисте спречили корозију.
Провера статуса
1. Визуелно проверите да ли блок цилиндра има пукотина и корозије. Проверите стање навоја у рупама, означите места огољеним нитима. Ако постоји сумња на цурење расхладне течности унутар блока цилиндра, онда се блок мора тестирати на цурење, за шта је препоручљиво контактирати специјалисте. Ако се пронађу кварови, поправите јединицу (ако је могуће), или замените.
2. Проверите да ли на унутрашњим површинама цилиндара има струготина или огреботина. Проверите присуство рамена у горњем делу цилиндра, раме указује на повећано хабање цилиндра.
3. Проверите да ли на унутрашњим површинама цилиндара има струготина или огреботина.
4. Измерите унутрашњи пречник цилиндра 10 мм од краја цилиндра, паралелно и управно на осу мотора. Поновити мерења на удаљености од 60 и 100 мм од ивице цилиндра. Из ових шест мерења одредите конус и овалност цилиндра.
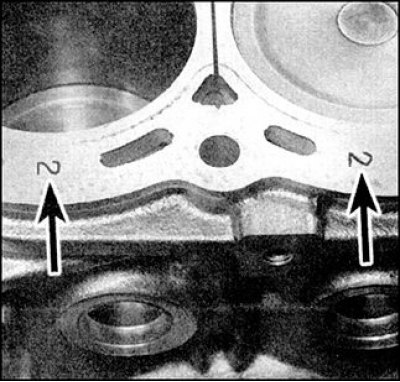
5. Ознаке група величина цилиндара (означено стрелицама) утиснута на раздвојеној равни блока испод заптивке главе мотора, поред цилиндара.
6. Проверите клипове и прстенове (види пододељак 3.2.2.12). Зазор између клипа и цилиндра се дефинише као разлика између измерених пречника цилиндра и клипа.
7. Упоредите резултате са онима приказаним у (види пододељак 3.2.1.1). Ако је било која од измерених вредности изван стандардних граница, онда се цилиндар мора избушити до следећег пречника поправке, а ако то није могуће, онда треба заменити блок цилиндра. Да бисте предузели најисправније даље мере, консултујте специјалисте. Резервни делови се испоручују са клиповима само једне величине за поправку - 0,2 мм.
8. Ако је стање клипова и цилиндара задовољавајуће, а истрошеност је таква да је зазор између клипа и цилиндра у нормалном опсегу, онда се врши само замена клипа прстенови ће бити неопходни.
9. У овом случају цилиндри су само брушени, што обезбеђује боље уходавање клипних прстенова и њихово чврсто приањање на зидове цилиндра.
10. Хонирање се обично обавља помоћу главе за хонирање са каменчићима на опругу, која се убацује у електричну бушилицу. Такође је потребно припремити керозин или уље за хонинг и крпе. Док хонујете, повремено померајте алат горе-доле у цилиндру, издашно подмазујући зидове цилиндра.
11. Након брушења, на површини зида цилиндра треба да се види узорак финих линија које се секу под углом од око 60°. Не уклањајте вишак материјала, завршите брушење одмах након завршне обраде површине. Ако се уграђују нови клипови, треба имати на уму да произвођач клипа може препоручити машинску обраду зидова цилиндара са нешто другачијим углом пресека линија. У том случају следите упутства произвођача клипа.
12. Не скидајте главу за брушење из цилиндра током ротације, прво сачекајте да се потпуно заустави. На крају пажљиво обришите цилиндар уља. Ако немате алат за брушење, или ако нисте сигурни да можете добро да урадите ову операцију, требало би да одете у радионицу где ће цилиндри бити брушени за умерену накнаду.