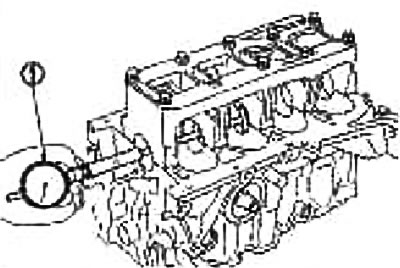
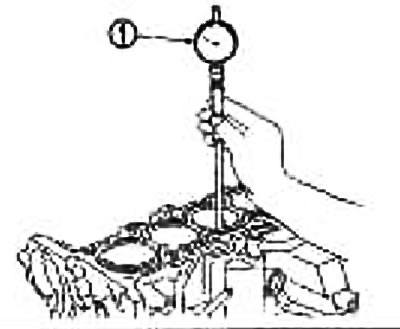
Аксијални ход радилице
Коришћење индикатора (1) измерите зазор између потисних лежајева и полуге радилице померањем радилице напред-назад.
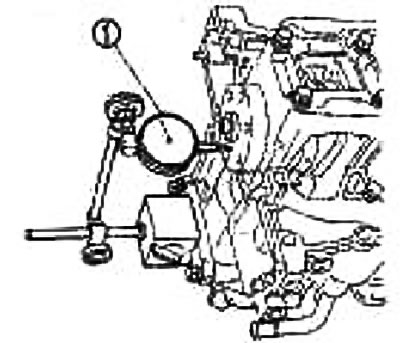
Стандард: 0,060-0,260 мм
Ограничење: 0,3 мм
Ако измерена вредност прелази границу, замените потисне лежајеве и поново измерите. Ако је зазор и даље изнад границе, замените и радилицу.
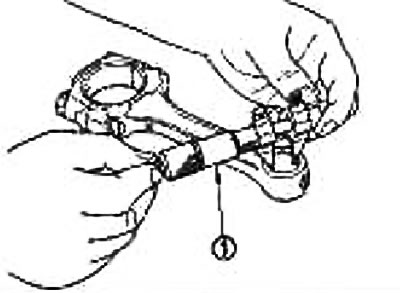
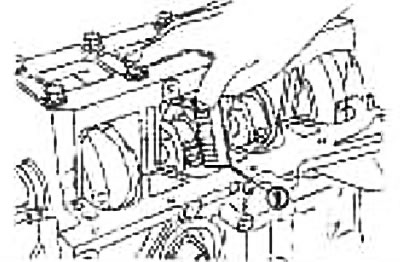
Бочни зазор клипњаче
Са сондом (1) Измерите зазор између клипњаче и полуге радилице.
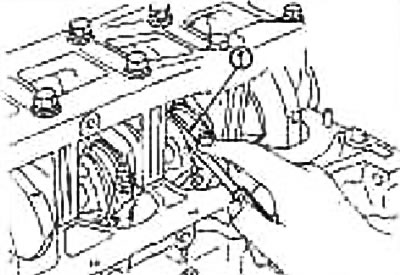
Стандард: 0,050-0,420 мм
Ограничење: 0,5 мм
Ако измерена вредност прелази границу, замените лежајеве клипњаче и измерите поново. Ако је зазор и даље изнад границе, замените и радилицу.
Размак између клипа и клипног клипа
Унутрашњи пречник отвора клипног клипа
Уз помоћ чељусти (1) Измерите унутрашњи пречник отвора за клип.
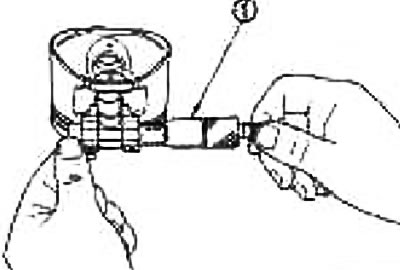
Стандард: 16.008-18.012 мм
Спољни пречник клипне осовине
Са микрометром (1) измерите спољашњи пречник клипне осовине.
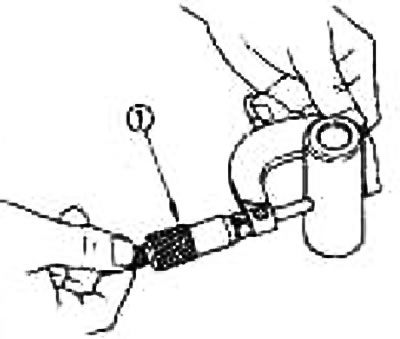
Стандард: 17.996-18.000 мм
Размак између клипа и клипног клипа
(Зазор клипног клина) = (пречник отвора за клип) - (спољни пречник клипног клипа)
Стандард: 0,008-0,016 мм
* Ако је резултујући зазор изван спецификације, замените склоп клипа и клипне клине.
Приликом замене склопа клипа и клипне игле, погледајте «Поступак избора клипова»
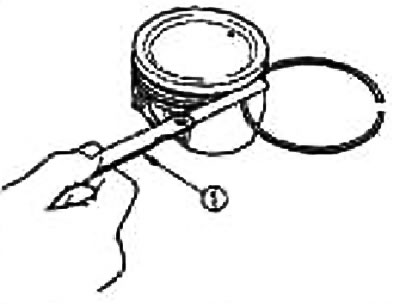
Бочни зазор клипног прстена
Са сондом (1) измерите зазор између клипног прстена и жлеба.
| Стандардно | Врхунска компресија | 0,040-0,080 мм |
| Друга компресија | 0,025-0,070 мм | |
| Стругач за уље | 0,030-0,140 мм | |
| Ограничење | Врхунска компресија | 0,11 мм |
| Друга компресија | 0,1 мм |
Ако је измерена вредност ван спецификације, замените клип и/или склоп клипа.
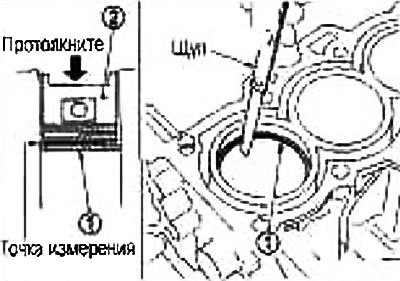
Размак клипног прстена
Уверите се да је унутрашњи пречник цилиндара у оквиру спецификације. Види доле «Размак између клипа и зида цилиндра».
Гурните клипни прстен (1) клипни (2) до средине цилиндра и помоћу мерача за мерење измерите зазор у брави.
| Стандардно | Врхунска компресија | 0,018-0,033 мм |
| Друга компресија | 0,050-0,065 мм | |
| Стругач за уље | 0,020-0,070 мм | |
| Ограничење | Врхунска компресија | 0,57 мм |
| Друга компресија | 0,85 мм | |
| Стругач за уље | 0,96 мм |
Ако је измерена вредност ван спецификације, замените клипни прстен. Ако је зазор још увек преко границе, пробушите цилиндар и користите клип и клипни прстен превелике величине.
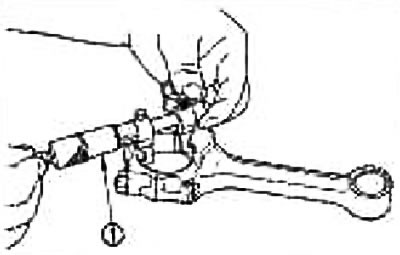
Савијање и увртање клипњаче
Проверите помоћу алата за поравнање клипњаче.
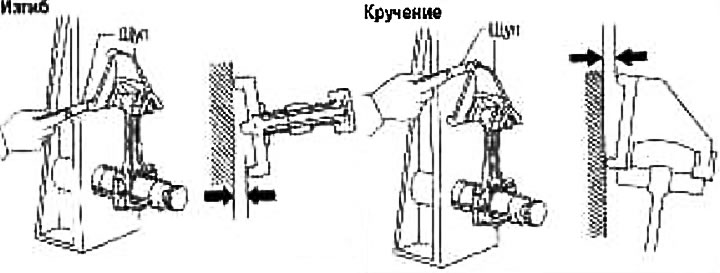
Максимално савијање: 0,15 мм на 100 мм дужине
Максимална торзија: 0,30 мм на 100 мм дужине
Ако торзија или савијање пређу границу, замените склоп клипњаче.
Велики пречник краја
Поставите поклопац клипњаче без лежаја и затегните завртње клипњаче одговарајућим моментом. Измерите унутрашњи пречник великог краја клипњаче помоћу унутрашњег мерача (1). За поступак затезања, погледајте «Скупштина».
Стандард: 43.000-43.013 мм
Уљна клипњача клипњаче са малом главом
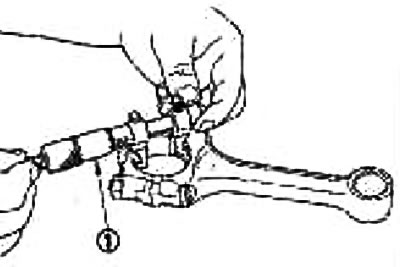
Унутрашњи пречник чауре мале главе клипњаче
Измерите унутрашњи пречник чауре клипњаче помоћу мерача проврта (1).
Стандард: 17,962-17,978 мм
Спољни пречник клипне осовине
Измерите спољашњи пречник клипног клипа микрометром (1).
Стандард: 17.996-10.000 мм
Уљна клипњача клипњаче са малом главом
(Уљна клипњача клипњаче са малом главом) = (мали крајњи унутрашњи пречник) - (спољни пречник клипног клипа)
Стандардно: -0,018 до -0,038 мм
Ако је добијена вредност ван спецификације, замените склоп клипњаче и/или склоп клипа и клипњача.
Приликом замене склопа клипа и клипне игле, погледајте «Поступак избора клипова».
Искривљење блока цилиндра
Помоћу стругача уклоните све трагове заптивке са површине блока цилиндра, као и уклоните уље, каменац, наслаге угљеника и друге загађиваче.
Опрез: Немојте дозволити да остаци заптивача уђу у пролазе уља или расхладне течности.
Проверите да ли је горња површина блока цилиндра искривљена мерењем у 6 различитих смерова помоћу лењира (1) и сонда (2).
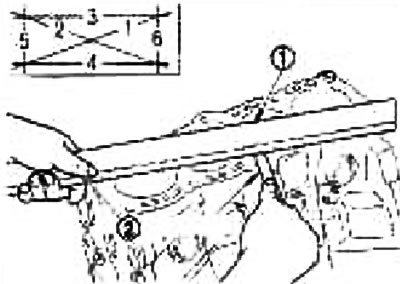
Граница: 0,1 мм
Ако искривљеност премашује границу, замените блок цилиндра.
Унутрашњи пречник кућишта главног лежаја
Уградите поклопце без лежајева и затегните причврсне завртње на потребан обртни момент. За поступак затезања, погледајте «Скупштина».
Уз помоћ чељусти (1) Измерите унутрашњи пречник кућишта главног лежаја.
Стандард: 49.000-49.016 мм
Ако је пречник ван спецификације, замените блок цилиндра и капице главног лежаја као склоп.
Размак између клипа и зида цилиндра
Унутрашњи пречник цилиндра
Уз помоћ чељусти (1) проверите сваки цилиндар и проверите хабање, заокруженост и конус у 6 различитих положаја: аксијално «X» И «Y» у тачкама «А», «ИН» И «ВИТХ», («Y» - уздужна оса мотора).
 | 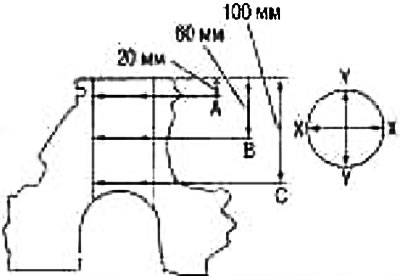 |
Стандардни унутрашњи пречник:
Мотор ЦР14ДЕ: 73.000-73.030мм
Гранично хабање: 0,2 мм
овалност (разлика између «X» И «Ат»), граница: 0,015 мм
Тапер (разлика између «А» И «ВИТХ»), ограничење: 0,01 мм
Ако измерена вредност премашује границу, или ако на унутрашњим зидовима цилиндра има огреботина и/или неравнина, врши се брушење или поновно бушење цилиндра.
Доступни су велики клипови. Када користите клип превелике величине, пробушите цилиндар тако да зазор између клипа и зида цилиндра буде исправан.
Када користите клип превелике величине, пробушите све цилиндре и поставите предимензиониране прстенове.
Превелика величина поправке: 0,2 мм
Пречник сукње
Микрометром измерите спољашњи пречник сукње клипа (1).
Мерна тачка (удаљеност од дна):
ЦР14ДЕ мотор: 32,3 мм
Мотор ЦР14ДЕ, стандард: 72.980-73.010 мм
Размак између клипа и зида цилиндра
Извршите прорачуне на основу спољашњег пречника сукње клипа и унутрашњег пречника цилиндра (осовина «X», дот «ИН»).
(Гап) = (унутрашњи пречник цилиндра) - (спољни пречник сукње клипа)
Стандард: 0,010-0,030 мм
Ако је зазор изван спецификације, замените склоп клипа и клипног клипа. Види одељак «Поступак избора клипова».
Проврт цилиндра
1. Величина цилиндра се одређује додавањем зазора између клипа и зида цилиндра пречнику «А» клипне сукње
Прорачун пречника бушења: «D» = «А» + «ИН» - «ВИТХ» Где,
Д: пречник отвора;
А: измерени пречник сукње клипа;
Б: размак између клипа и зида цилиндра (стандардна вредност);
Ц: Додатак за хоновање 0,02 мм
2. Поставите поклопце и затегните причврсне завртње потребним моментом. У супротном, цилиндри се могу деформисати током завршне монтаже.
3. Пробушите цилиндре.
Ако неки цилиндар треба да се пробуши, пробушите и све остале цилиндре.
Немојте уклањати превише метала у једном пролазу: не више од 0,05 мм или тако.
4. Хонирање цилиндара и постизање потребног размака између клипа и зида цилиндра.
5. Измерите овалност и конус обрађених цилиндара.
Мерење треба извршити након што се цилиндри охладе.
Пречник рукавца радилице
Микрометром измерите спољашњи пречник рукаваца радилице (1).
Стандард: 44,954-44,970 мм
Ако је пречник ван спецификације, измерите зазор уља у главним лежајевима. Затим користите лежајеве са смањеном величином. Види доле «Зазор уља главних лежајева».
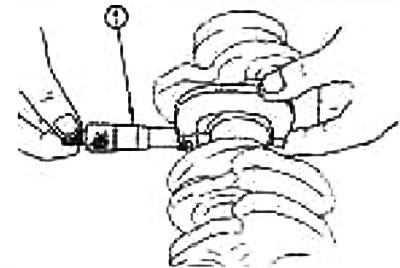
Спољни пречник клипњаче
Микрометром измерите спољашњи пречник клипњача.
Стандард: 39,961-39,974 мм
Ако је пречник ван спецификације, измерите зазор уља у лежајевима клипњаче. Затим користите лежајеве са смањеном величином. Види доле «Уљни зазор лежајева клипњаче».
Овалност и конус рукаваца радилице
Користећи микрометар, измерите све главне и клипњаче на 4 различите тачке као што је приказано на слици.
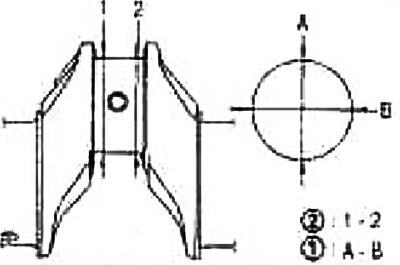
овалност (1) одређује разлика у величини између «1» И «2» В «А» И «ИН».
Тапер (2) одређује разлика у величини између «А» И «ИН» В «1» И «2»
| граница овалности (разлика између «X» И «Ат») | 0,005 мм |
| Граница конуса (разлика између «1» И «2») | 0,005 мм |
Ако измерена вредност прелази границу, поново избрусите или замените радилицу.
У случају поновног брушења, измерити зазор уља у главним и/или клипњачама клипњаче. Затим изаберите главни лежај и/или лежај клипњаче. Види доле «Зазор уља главних лежајева» И «Уљни зазор лежајева клипњаче».
Испадање радилице
Поставите призме на равну површину и поставите радилицу на њих са спољним рукавцима.
Инсталирајте индикатор вертикално (1) на кореновом врату бр.3.
Окретањем радилице, прочитајте индикатор (максимално очитавање индикатора).
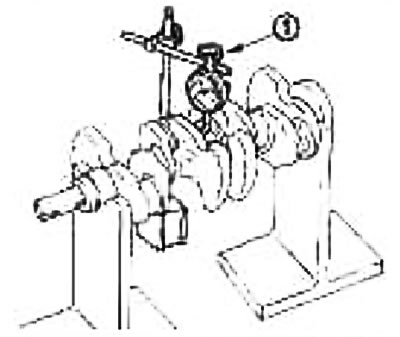
Ограничење: 0,05 мм
Ако одступање премашује границу, замените радилицу.
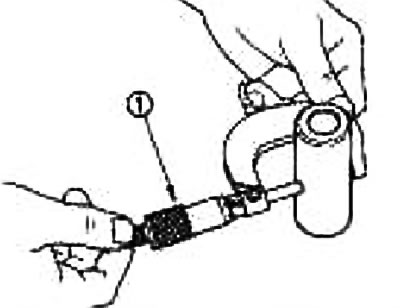
Уљни зазор лежајева клипњаче
Метода израчунавања
Уградите лежајеве у клипњачу и поклопац и затегните матице клипњаче на одговарајући обртни момент. Уз помоћ чељусти (1) Измерите унутрашњи пречник лежаја клипњаче. За поступак затезања, погледајте «Скупштина».
(Клиренс уља) = (унутрашњи пречник лежаја клипњаче) - (спољашњег пречника радилице)
Стандард: 0,010-0,044 мм Граница: 0,064 мм
Ако зазор премашује границу, користите лежајеве мање величине како би зазор уља био исправан. Види одељак «Смернице за употребу поддимензионираних лежајева».
Метода помоћу калибрисане пластичне жице
Потпуно уклоните уље и прашину са осовина и површина лежаја.
пресеци жицу (1) нешто краће од ширине лежајева, положити их у правцу осе радилице, али не на отворе за подмазивање.
Уградите лежајеве клипњаче у клипњаче и поклопце и затегните матице одговарајућим моментом «Скупштина».
Пажња: Не ротирајте радилицу.
Скините поклопце и лежајеве клипњаче и измерите ширину комада жице помоћу скале на амбалажи.
Напомена: Ако измерена вредност прелази границу, предузмите исте мере као што је наведено у одељку «Метода израчунавања».
Смернице за употребу лежајева са смањеним димензијама.
Ако се наведени размак уља у лежајевима клипњаче не може постићи са лежајевима клипњаче стандардне величине, користите лежајеве мање величине.
Када користите лежај мање величине, измерите унутрашњи пречник лежаја клипњаче на уграђеном лежају и поново избрусите осовину радилице тако да зазор уља буде исправан.
Сто за лежајеве клипњаче смањене величине
| Величина | Дебљина |
| STD (стандардне) | 1,504-1,508 |
| Величина поправке смањена за 0,25 | 1,627-1,635 |
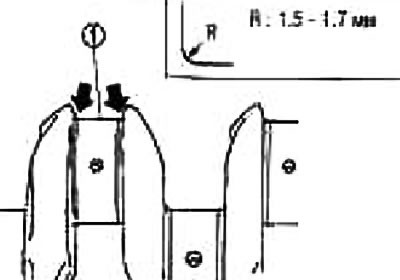
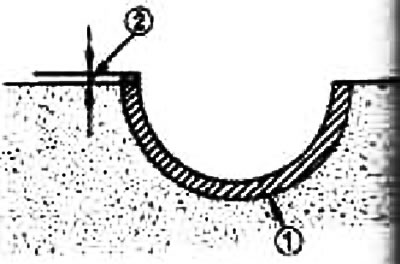
Пажња: Приликом поновног брушења зупчаника (1) задржати заобљене углове за мање лежајеве «R».
Зазор уља главних лежајева
Метода израчунавања
Уградите главне лежајеве у блок цилиндра и поклопце и затегните завртње потребним обртним моментом. Измерите унутрашњи пречник главних лежајева помоћу мерача проврта. За поступак затезања, погледајте «Скупштина».
(Клиренс уља) = (унутрашњи пречник главног лежаја) - (пречник рукавца радилице)
Стандард: 0,018-0,034 мм
Ограничење: 0,05 мм
Ако добијена вредност премашује границу, изаберите потребан главни лежај (укључујући лежај смањене величине) на унутрашњем пречнику главног лежаја и спољашњем пречнику главног рукавца радилице и постићи наведени зазор уља у лежају. Види одељак «Поступак избора главних лежајева».
Метода помоћу калибрисане пластичне жице ПЛАСТИГАГЕ
Потпуно уклоните уље и прашину са главних носача и површина лежаја.
пресеци жицу (1) нешто краће од ширине лежајева, положити их у правцу осе радилице, али не на отворе за подмазивање.
Уградите главне лежајеве у блок цилиндра и поклопце и затегните завртње потребним обртним моментом. За процедуру затезања, погледајте одељак изнад «Скупштина».
Пажња: Не ротирајте радилицу.
Уклоните капице и лежајеве главних лежајева и измерите ширину делова жице помоћу скале на амбалажи.
Напомена: Ако измерена вредност прелази границу, предузмите исте мере као што је наведено у одељку «Метода израчунавања».
Избочина главног лежаја или лежаја клипњаче изнад раван раздвајања.
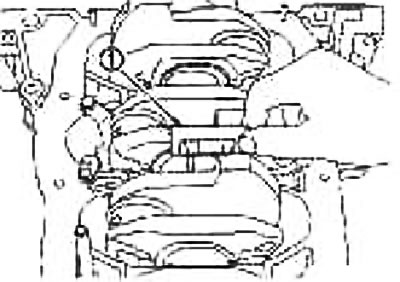
Приликом уклањања капица главних лежајева или лежајева клипњаче након затезања моментом са уграђеним главним лежајевима или лежајевима клипњаче (1) ивица лежишта мора да вири изнад равни. За поступак затезања, погледајте «Скупштина».
Ако су лежајеви ван спецификације, замените их.
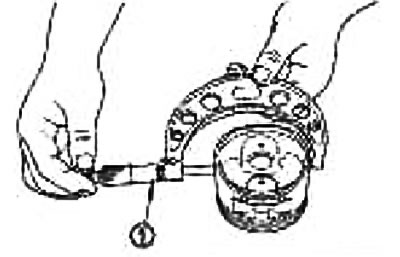
Деформација замајца
Измерите деформацију контактне површине замајца са квачилом помоћу индикатора (1) (максимално очитавање индикатора).
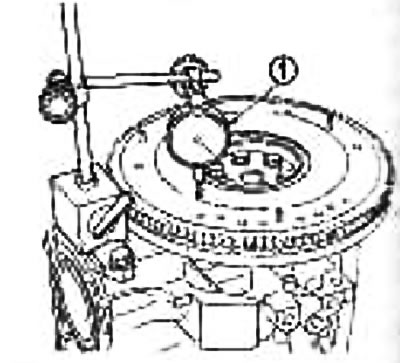
Замајац
Ограничење: 0,15 мм