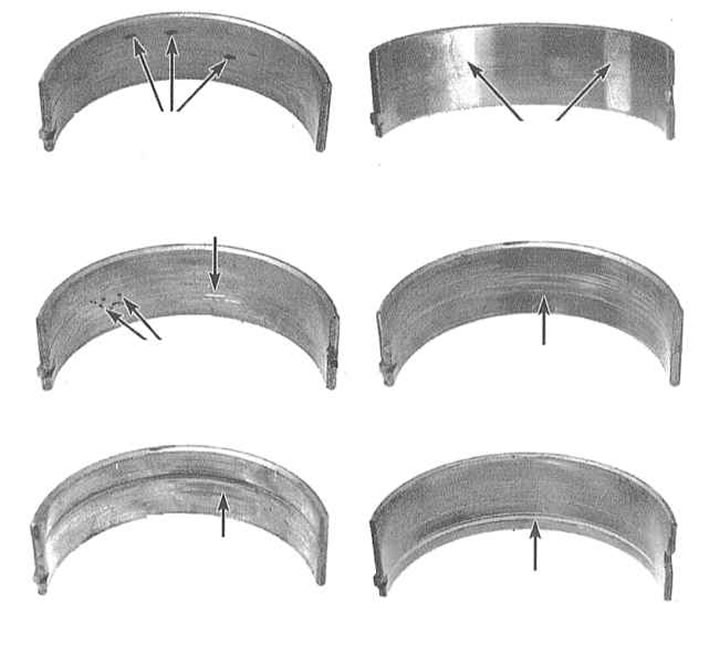
1. Napriek tomu, že ložiská kľukového hriadeľa musia byť počas generálnej opravy motora bezpodmienečne vymenené, staré vložky by sa mali uschovať, aby sa dôkladne preštudoval ich stav, ktorého výsledky môžu poskytnúť veľa užitočných informácií o motore. celkový stav motora. Na obrázku sú uvedené príklady typických chýb panvy ložiska.
2. Zlyhanie ložísk môže nastať v dôsledku nedostatočného mazania, častíc nečistôt, preťaženia motora a korózie. Bez ohľadu na charakter závad je potrebné pri generálnej oprave motora odstrániť príčinu poškodenia vložiek, aby sa zabránilo opakovaniu.
3. Kvôli kontrole vyberte ložiskové panvy z ich lôžok v bloku motora/hlavách ojnice a krytoch hlavnej/ojnice a položte ich v poradí inštalácie na čistý pracovný povrch. Organizácia uloženia vložiek umožní prepojiť charakter zistených chýb so stavom zodpovedajúcich čapov hriadeľa.
4. Nečistoty a cudzie častice vstupujú do motora rôznymi spôsobmi. Môžu byť ponechané vo vnútri jednotky počas montáže jednotky alebo sa môžu dostať cez filtre alebo ventilačný systém kľukovej skrine. Všetky častice, ktoré sa dostanú do motorového oleja, nakoniec, skôr či neskôr, skončia v ložiskách. Často sú kovové piliny zapustené do mäkkého materiálu vložiek, ktoré vznikajú pri bežnej prevádzke vnútorných komponentov motora. Existuje vysoká pravdepodobnosť prítomnosti stôp abrazíva v ložiskách, najmä ak sa nevenovala náležitá pozornosť vyčisteniu bloku po dokončení opravy motora. Bez ohľadu na spôsob, akým sa cudzie častice dostávajú do motora, je veľmi pravdepodobné, že budú zapustené do mäkkého povrchu panvy ložísk kľukového hriadeľa a dajú sa ľahko identifikovať vizuálnou kontrolou. Veľké častice sa zvyčajne nezdržujú vo vložkách, ale zanechávajú na svojom povrchu a na povrchu čapov hriadeľa viditeľné stopy vo forme škrabancov, dutín a škrabancov. Najlepšou zárukou proti tomuto druhu problémov je zodpovedný prístup k čisteniu komponentov po generálnej oprave motora a starostlivá starostlivosť o čistotu pri montáži. Časté, pravidelné výmeny motorového oleja môžu tiež výrazne predĺžiť životnosť ložísk.
5. Hladovanie ropy môže byť výsledkom niekoľkých rôznych, ale často súvisiacich javov. Prehriatie motora teda vedie k zriedeniu motorového oleja a jeho vytesneniu z pracovných vôlí ložísk. Nedostatok mazania ložísk možno pripísať nadmerným prevádzkovým vôľam, ako aj normálnym netesnostiam (vnútorné alebo vonkajšie). Bežnou príčinou vytláčania oleja z vôlí ložísk je neustále pretáčanie motora. Porušenie priechodnosti tokov ropy (zvyčajne spojené s nesprávnym vyrovnaním otvorov pri inštalácii komponentov) vedie tiež k zníženiu dodávky maziva do ložísk. Typickým výsledkom hladovania ropy je úplné alebo lokálne zotretie/odliatie povrchovej vrstvy vložiek z kovového substrátu. V tomto prípade môže prevádzková teplota stúpnuť na takú úroveň, že podklad získa v dôsledku prehriatia modrastý odtieň.
6. Na životnosť ložísk má výrazný vplyv aj štýl jazdy majiteľa auta. Jazda pri nízkej rýchlosti pri vysokom prevodovom stupni vedie k výraznému preťaženiu ložísk, sprevádzanému vytesnením olejového filmu z ich pracovných medzier. Tento druh preťaženia vedie k zvýšeniu plasticity vložiek a vzniku trhlín v povrchovej vrstve (únavové napätie). V tomto prípade sa povrchový materiál začne drobiť a oddeľovať od oceľového substrátu. Prevádzka auta v mestskom cykle (časté výlety na krátke vzdialenosti) vedie k rozvoju korózie ložísk v dôsledku toho, že nedostatočné zahrievanie motora vedie ku kondenzácii a uvoľňovaniu chemicky agresívnych plynov. Tieto produkty sa hromadia v motorovom oleji a vytvárajú trosky a kyseliny. Ak sa takýto olej dostane do ložísk, agresívne látky prispievajú k rozvoju korózie vložiek.
7. Nesprávna inštalácia vložiek pri montáži motora môže tiež spôsobiť ich rýchle zničenie. Príliš tesné uloženie neposkytuje potrebnú pracovnú vôľu ložísk, čo vedie k ich nedostatku oleja. Výsledok dostať sa pod vložky (pri ich inštalácii) cudzorodé častice je tvorba vyvýšenín, z ktorých sa povrchová vrstva rýchlo zotrie.
Vložiť výber
1. Ak sú panvy hlavného ložiska opotrebované alebo poškodené, alebo ak nie je možné dosiahnuť správnu prevádzkovú vôľu (pozri časť Inštalácia kľukového hriadeľa a kontrola prevádzkových vôlí hlavných ložísk alebo Montáž ojničných a piestových zostáv a kontrola pracovných vôlí v ojničných ložiskách kľukového hriadeľa), situáciu možno napraviť spôsobom popísaným nižšie, výberom a inštaláciou nových vložiek. Bez ohľadu na použitú metódu určenia požadovanej veľkosti puzdra je potom potrebné skontrolovať jazdné vôle ložísk pomocou meracej súpravy Plastigage (pozri časť Inštalácia kľukového hriadeľa a kontrola prevádzkových vôlí hlavných ložísk).
Poznámka. Ak nie je možné správne opraviť hodnotu pracovných vôlí výberom vložiek, hriadeľ by sa mal vymeniť.
2. Zvyčajne výber vložiek vykonávajú špecialisti, ktorí vytvorili drážku čapov hriadeľa. Veľkosť nových vložiek je určená hĺbkou krčkovej drážky. Drážkovanie sa zvyčajne vykonáva v krokoch po 0,25 mm. V niektorých prípadoch sú hlavné a ojničné čapy opracované do rôznych hĺbok. Obrobený hriadeľ je zvyčajne zodpovedajúcim spôsobom označený. Takže typové označenie "10-10" znamená, že obe sady hrdla sú opracované do hĺbky 0,010 palca (0,25 mm) a slúchadlá vhodnej veľkosti by sa mali vyberať s redukciou.