2. Зробіть зовнішній огляд блоку щодо виявлення слідів корозії, тріщин та інших ушкоджень. Перевірте стан різьбових отворів. Розумно буде також провести тестування блоку на наявність прихованих тріщин в умовах майстерні автосервісу із застосуванням спеціального діагностичного обладнання. У разі виявлення дефектів блок підлягає відновлювальному ремонту чи заміні.
3. Перевірте стан дзеркал циліндрів.
4. Оцініть величини конусності та овальності циліндрів, що мають місце:
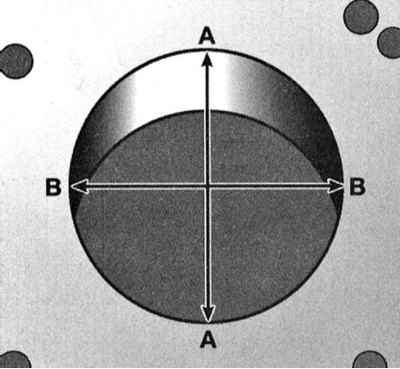
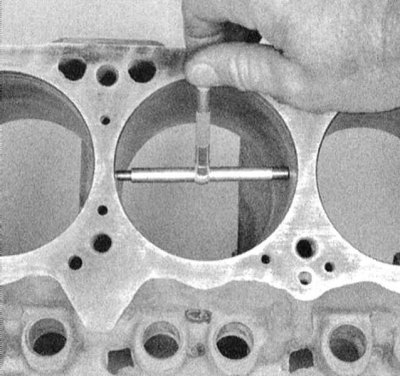
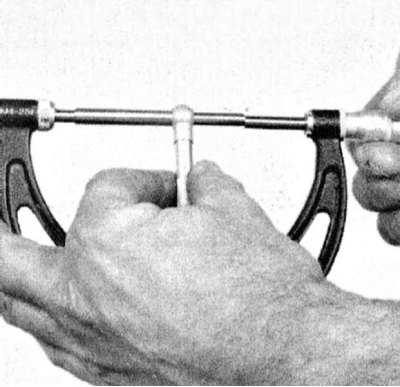
- a) Виміряйте діаметр кожного з циліндрів у верхньому (безпосередньо під кордоном ступінчастого зносу), центральному та нижньому перерізах у площині паралельної осі колінчастого;
- b) Тепер виміряйте діаметри на тих же трьох рівнях, але в площині перпендикулярної осі блоку;
- c) Величину конусності циліндра визначає різниця між результатами вимірювань у верхньому та нижньому перерізах. Овальністю називається різниця діаметрів у паралельній та перпендикулярній осі колінчастого валу в кожній з площин.
- d) Порівняйте результати перевірки з номінальними значеннями (див. Специфікації).
5. Діючи в описаній манері, перевірте по черзі всі циліндри.
6. При виявленні помітних дефектів або відхиленні результатів вимірювань від нормативних вимог блок циліндрів підлягає відновлювальній механічній обробці в умовах майстерні автосервісу. Якщо в процесі відновлювального ремонту було виготовлено розточування циліндрів, двигун повинен бути укомплектований новими поршнями відповідного ремонтного (з перевищенням) розміру.
7. Якщо стан дзеркал циліндрів у ході виконання перевірки знайдено задовільним при одночасному дотриманні нормативних вимог до форми циліндрів та зазорів посадки в них поршнів (див. розділПеревірка стану компонентів шатунно-поршневої групи), необхідність у проточці циліндрів відпадає, - достатньо буде лише виконати хонінгування їх дзеркал (див. розділХонінгування дзеркал циліндрів).
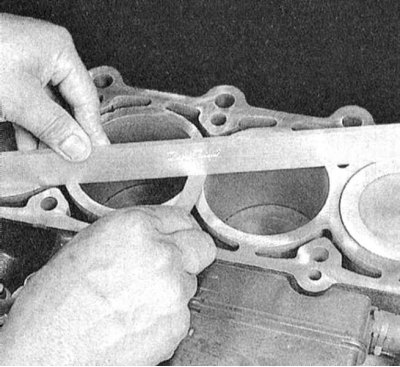
8. Перевірте площину поверхні блоку, що сполучається з головкою. Порівняйте результат вимірювань із вимогамиспецифікацій, у разі потреби віддайте блок у проточку.