Короблення головки циліндрів
1) За допомогою скребка видаліть нагар, залишки прокладки, герметик, олію, вуглецеві відкладення і т.д. з контактною поверхнею головки циліндрів.
Увага: Не допускайте потрапляння залишків прокладки, герметика та інших сторонніх частинок у масляні та водяні канали.
2) Перевірте нижню поверхню головки циліндрів на короблення у шести напрямках.
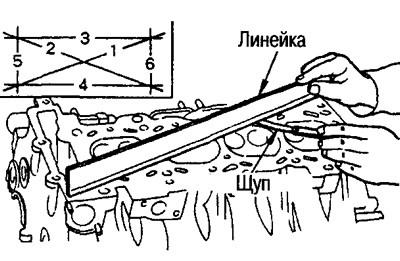
- Граничне жолоблення: 0,1 мм
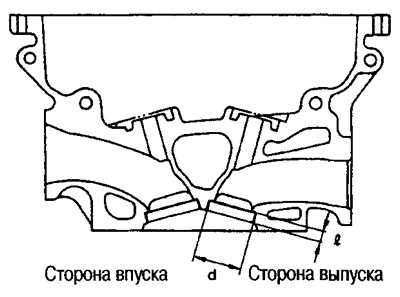
Розміри клапанів
За допомогою мікрометра перевірте розмір клапанів.
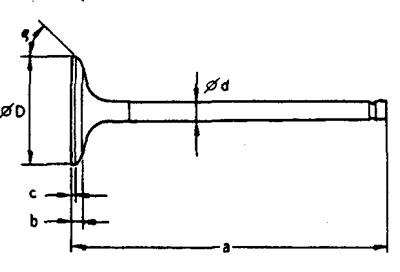
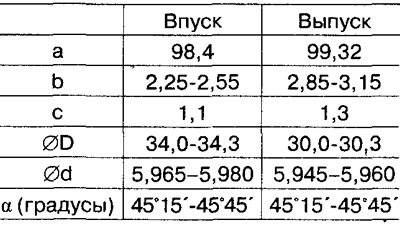
Стандартні розміри клапанів (мм):
Зазор напрямної втулки клапана
Зробіть цю перевірку перед зняттям напрямної втулки клапана.
Перевірте, чи діаметр штока клапана в межах норми (див. вище).
Утисніть клапан приблизно на 10 мм у напрямку камери згоряння, покачайте клапан у різні боки та за допомогою індикатора виміряйте величину переміщення.

Зазор напрямної втулки клапана становить ½ показання індикатора.
Стандартний зазор:
- Впуск: 0,020 - 0,053 мм
- Випуск: 0,040 – 0,073 мм
Граничний зазор:
- Впуск: 0,08 мм
- Випуск: 0,1 мм
Заміна напрямної втулки клапана
У разі заміни напрямної втулки клапана змінюйте її на напрямну збільшеного (на 0,2 мм) ремонтного розміру.
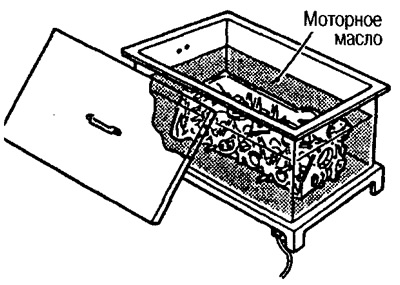
1) Нагрійте головку циліндрів до 110-130'С, помістивши її в ємність із моторним маслом.
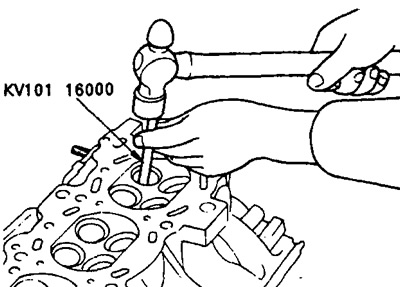
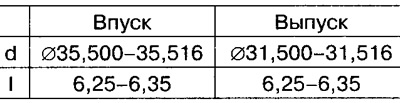
2) Вибийте направляючу втулку клапана з боку камери згоряння за допомогою молотка та вибивання (спецінструмент).
3) За допомогою розгортки зробіть доведення поверхні отвору під напрямну втулку клапана.
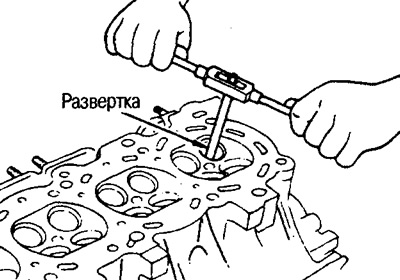
- Стандартний діаметр розгорнутого отвору: 10175-10196 мм
4) Нагрійте головку циліндрів до 110-130°С, помістивши її в ємність з моторним маслом.
5) За допомогою преса запресуйте напрямну втулку клапана або забийте за допомогою молотка та вибивання (спецінструмент) з боку розподільного валу.
- Діаметр спецінструменту: 6 мм
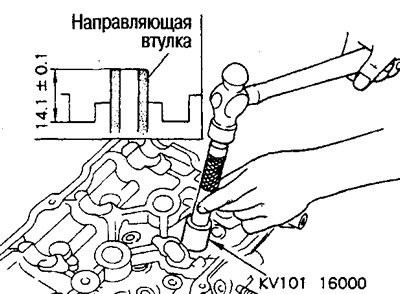
Установчий розмір напрямної втулки клапана показаний на малюнку на стор.
6) Зробіть розгортку встановленої напрямної втулки клапана.

- Остаточний стандартний діаметр: 6,000-6,018 мм
Пляма контакту сідла клапана
Виконуйте цю перевірку, переконавшись, що розміри напрямних втулок клапанів та самих клапанів у нормі.
Нанесіть свинцевий сурик на контактну поверхню сідла та клапана та перевірте рівномірність прилягання клапана до сідла.
Переконайтеся, що відбиток фарби проявляється по всьому колу без розривів.
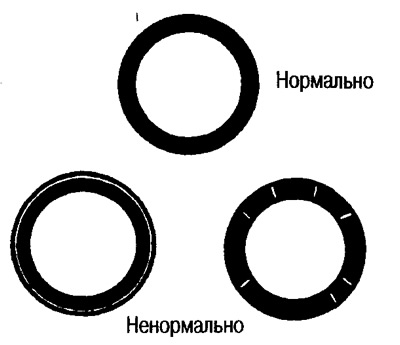
В іншому випадку зробіть притирання клапана та повторно проведіть перевірку. Якщо контактна поверхня все ще перебуває в ненормальному стані, замініть сідло клапана.
Заміна сідла клапана
У разі зняття сідла клапана замініть його на сідло збільшеного (на 0,5 мм) ремонтного розміру.
1) Висвердліть старе сідло до його руйнування. Висвердлювання не повинно тривати глибше дна виїмки під сідло в головці циліндрів. З цією метою поставте на дриль обмежувач глибини свердління.
2) Виконайте розгортку виїмки під сідло клапана ремонтного розміру в головці циліндрів.
Стандартні збільшені (на 0,5) розміри (мм)
Розгортайте концентричними колами до центру напрямної втулки клапана. Це забезпечить правильну посадку сідла клапана.
3) Нагрійте головку циліндрів прибл. до 110-130°С, помістивши її в ємність з моторним маслом.
4) Охолодіть сідло клапана сухим льодом. Запресуйте сідло клапана в головку циліндрів за допомогою вибивання (спецінструмент).
Увага: Не торкайтеся голими руками до охолоджених сідлів.
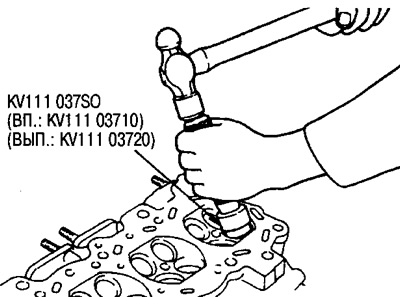
5) Доведіть сідло до потрібних розмірів шляхом фрезерування.

Увага:
При обробці поверхні фрезою беріться за ручку інструмента обома руками. Потім притисніть фрезу до контактної поверхні по всьому колу та фрезеруйте одиночними проходами. Якщо інструмент буде притиснутий неправильно, сідло клапана може набути ступінчастої форми.
Обробляйте до отримання розмірів, вказаних малюнку.
6) Виконайте притирання клапана за допомогою шліфувальної пасти.
7) Повторно перевірте стан посадки клапана.
Непрямокутність клапанної пружини
Прикладіть куточок до клапанної пружини та поверніть її. Виміряйте максимальний зазор між пружиною та куточком.
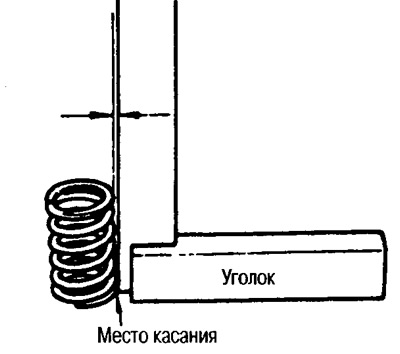
- Гранична непрямокутність: 2,1 мм
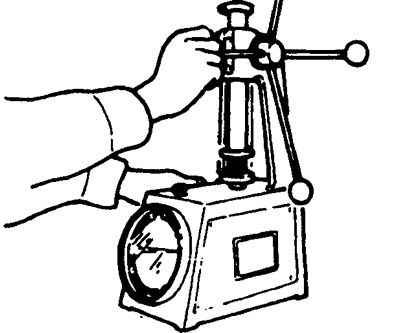
Розміри та тиск стиснення клапанної пружини
Вимірювання проводяться за допомогою спеціального тестера для пружин клапанів.
 |  |