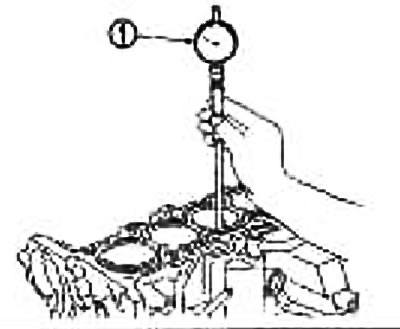
Осевой люфт коленвала
При помощи индикатора (1) измерьте зазор между упорными подшипниками и плечом кривошипа, перемещая коленвал вперед и назад.
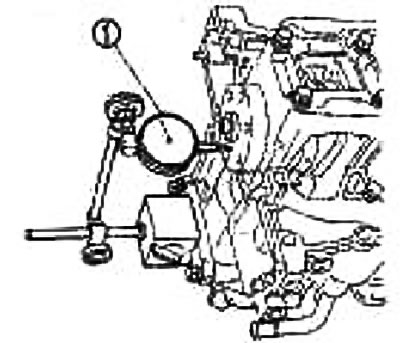
Стандарт: 0,060-0,260 мм
Предел: 0,3 мм
Если измеренное значение превышает предел, замените упорные подшипники и проведите измерение повторно. Если зазор все еще превышает предел, замените также и коленвал.
Боковой зазор шатуна
При помощи щупа (1) измерьте боковой зазор между шатуном и плечом кривошипа.
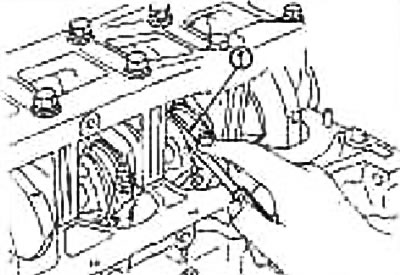
Стандарт: 0,050-0,420 мм
Предел: 0,5 мм
Если измеренное значение превышает предел, замените подшипники шатуна и проведите измерение повторно. Если зазор все еще превышает предел, замените также и коленвал.
Зазор между поршнем и поршневым пальцем
Внутренний диаметр отверстия под поршневой палец
При помощи нутромера (1) измерьте внутренний диаметр отверстия под поршневой палец.
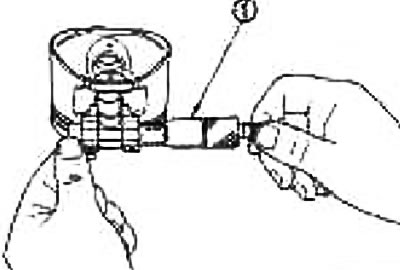
Стандарт: 16,008-18,012 мм
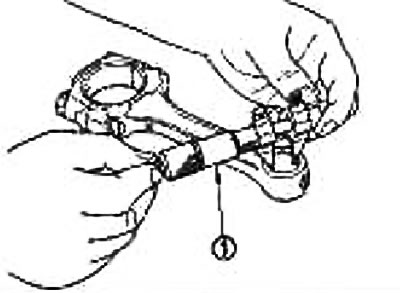
Наружный диаметр поршневого пальца
При помощи микрометра (1) измерьте наружный диаметр поршневого пальца.
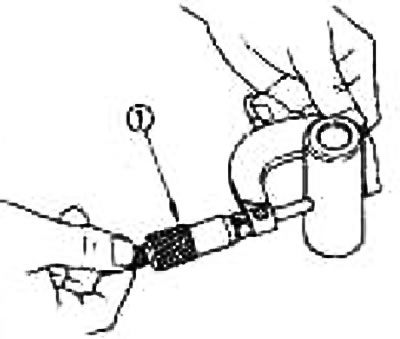
Стандарт: 17,996-18,000 мм
Зазор между поршнем и поршневым пальцем
(Зазор поршневого пальца) = (диаметр отверстия под поршневой палец) - (наружный диаметр поршневого пальца)
Стандарт: 0,008-0,016 мм
* Если полученный зазор отличается от нормы, замените поршень и поршневой палец в сборе.
При замене поршня и поршневого пальца в сборе см. раздел «Порядок подбора поршней»
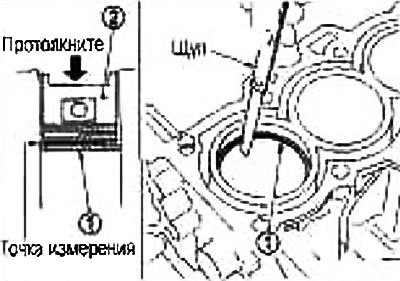
Боковой зазор поршневого кольца
При помощи щупа (1) измерьте зазор между поршневым кольцом и канавкой.
| Стандарт | Верхнее компрессионное | 0,040-0,080 мм |
| Второе компрессионное | 0,025-0,070 мм | |
| Маслосъемное | 0,030-0,140 мм | |
| Предел | Верхнее компрессионное | 0,11 мм |
| Второе компрессионное | 0,1 мм |
Если измеренное значение отличается от нормы, замените поршень и/или поршневое в сборе.
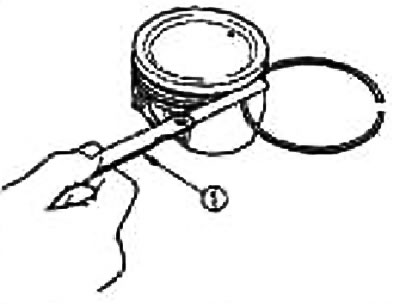
Зазор в замке поршневого кольца
Убедитесь, что внутренний диаметр цилиндров в пределах нормы. См. ниже «Зазор между поршнем и стенкой цилиндра».
Протолкните поршневое кольцо (1) поршнем (2) до середины цилиндра и при помощи щупа измерьте зазор в замке.
| Стандарт | Верхнее компрессионное | 0,018-0,033 мм |
| Второе компрессионное | 0,050-0,065 мм | |
| Маслосъемное | 0,020-0,070 мм | |
| Предел | Верхнее компрессионное | 0,57 мм |
| Второе компрессионное | 0,85 мм | |
| Маслосъемное | 0,96 мм |
Если измеренное значение отличается от нормы, замените поршневое кольцо. Если зазор все еще превышает предел, выполните расточку цилиндра и используйте поршень и поршневое кольцо увеличенного ремонтного размера.
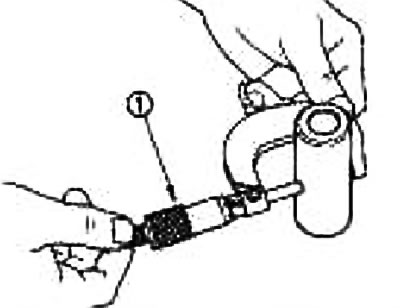
Изгиб и кручение шатуна
Выполните проверку при помощи приспособления для проверки соосности головок шатуна.
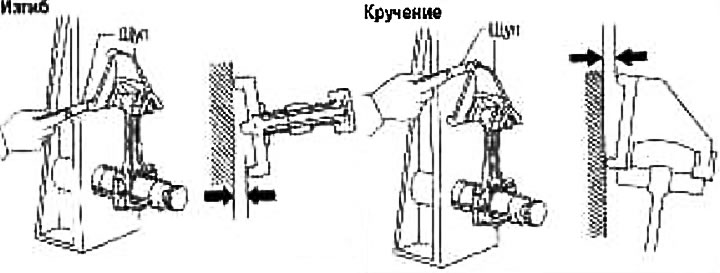
Предельный изгиб: 0,15 мм на 100 мм длины
Предельное кручение: 0,30 мм на 100 мм длины
Если кручение или изгиб превышает предел, замените шатун в сборе.
Диаметр большой головки шатуна
Установите крышку шатуна без подшипника и затяните болты шатуна с требуемым моментом. Измерьте внутренний диаметр большой головки шатуна при помощи нутромера (1). Процедуру затяжки см. в разделе «Сборка».
Стандарт: 43,000-43,013 мм
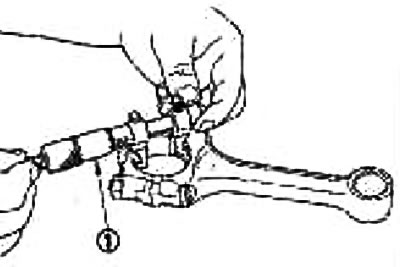
Масляный зазор втулки малой головки шатуна
Внутренний диаметр втулки малой головки шатуна
Измерьте внутренний диаметр втулки малой головки шатуна при помощи нутромера (1).
Стандарт: 17,962-17,978 мм
Наружный диаметр поршневого пальца
Измерьте наружный диаметр поршневого пальца при помощи микрометра (1).
Стандарт: 17,996-10,000 мм
Масляный зазор втулки малой головки шатуна
(Масляный зазор втулки малой головки шатуна) = (внутренний диаметр малой головки шатуна) - (наружный диаметр поршневого пальца)
Стандарт: от -0,018 до -0,038 мм
Если полученное значение отличается от нормы, замените шатун в сборе и/или поршень и поршневой палец в сборе.
При замене поршня и поршневого пальца в сборе см. раздел «Порядок подбора поршней».
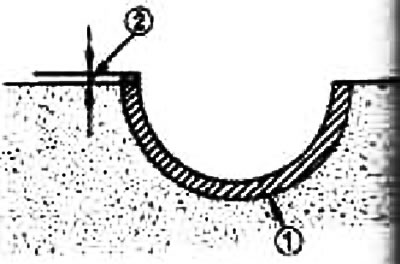
Коробление блока цилиндров
При помощи скребка удалите следы прокладки с поверхности блока цилиндров, а также удалите масло, накипь, нагар и прочие загрязнения.
Внимание: Не допускайте попадания остатков прокладки в каналы для подвода масла или охлаждающей жидкости.
Проверьте, не покороблена ли верхняя поверхность блока цилиндров, выполнив измерения в 6 различных направлениях при помощи линейки (1) и щупа (2).
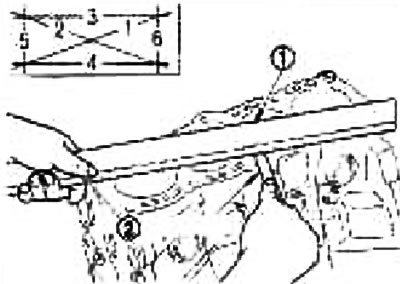
Предел: 0,1 мм
Если коробление превышает предел, замените блок цилиндров.
Внутренний диаметр корпуса коренного подшипника
Установите крышки без подшипников и затяните крепежные болты с требуемым моментом. Процедуру затяжки см. в разделе «Сборка».
При помощи нутромера (1) измерьте внутренний диаметр корпуса коренного подшипника.
Стандарт: 49,000-49,016 мм
Если диаметр отличается от нормы, замените блок цилиндров и крышки коренных подшипников в сборе.
Зазор между поршнем и стенкой цилиндра
Внутренний диаметр цилиндра
При помощи нутромера (1) проверьте каждый цилиндр и убедитесь, нет ли износа, овальности и конусности в 6 различных положениях: по осям «X» и «Y» в точках «А», «В» и «С», («Y» - продольная ось двигателя).
 | 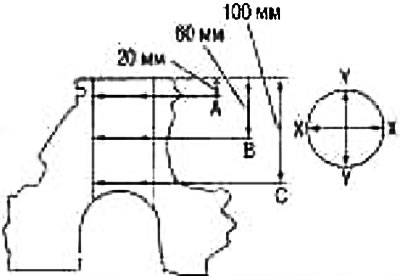 |
Стандартный внутренний диаметр:
Двигатель CR14DE: 73,000-73,030 мм
Предельный износ: 0,2 мм
Овальность (разница между «X» и «У»), предел: 0,015 мм
Конусность (разница между «А» и «С»), предел: 0,01 мм
Если измеренное значение превышает предел или если на внутренних стенках цилиндра имеются царапины и/или задиры, выполните хонингование или расточку цилиндра.
Имеются поршни увеличенного ремонтного размера. При использовании поршня увеличенного ремонтного размера выполните расточку цилиндра так, чтобы зазор между поршнем и стенкой цилиндра соответствовал норме.
При использовании поршня увеличенного ремонтного размера расточите все цилиндры и поставьте кольца увеличенного ремонтного размера.
Увеличенный ремонтный размер: на 0,2 мм
Диаметр юбки поршня
Измерьте наружный диаметр юбки поршня при помощи микрометра (1).
Точка измерения (расстояние от низа):
Двигатель CR14DE: 32,3 мм
Двигатель CR14DE, стандарт: 72,980-73,010 мм
Зазор между поршнем и стенкой цилиндра
Выполните вычисления на основе значений наружного диаметра юбки поршня и внутреннего диаметра цилиндра (ось «X», точка «В»).
(Зазор) = (внутренний диаметр цилиндра) - (наружный диаметр юбки поршня)
Стандарт: 0,010-0,030 мм
Если зазор отличается от нормы, замените поршень и поршневой палец в сборе. См. раздел «Порядок подбора поршней».
Расточка цилиндра
1. Размер цилиндра определяется прибавлением зазора между поршнем и стенкой цилиндра к диаметру «А» юбки поршня
Расчет диаметра расточки: «D» = «А» + «В» - «С» где,
D: диаметр расточки;
А: измеренный диаметр юбки поршня;
В: зазор между поршнем и стенкой цилиндра (стандартное значение);
С: припуск на хонингование 0,02 мм
2. Установите крышки и затяните крепежные болты с требуемым моментом. В противном случае при окончательной сборке цилиндры могут деформироваться.
3. Расточите цилиндры.
Если требуется расточить какой-либо цилиндр, выполните расточку и всех других цилиндров.
Не снимайте слишком много металла за один проход: не более 0,05 мм или около того.
4. Выполните хонингование цилиндров и добейтесь требуемого зазора между поршнем и стенкой цилиндра.
5. Измерьте овальность и конусность обработанных цилиндров.
Измерение следует проводить после того, как цилиндры охладятся.
Диаметр коренной шейки коленвала
Измерьте наружный диаметр коренных шеек коленвала при помощи микрометра (1).
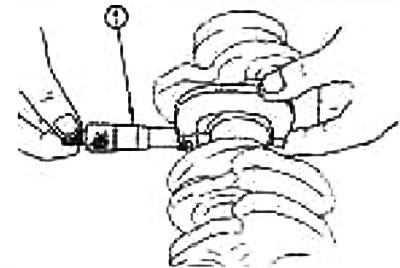
Стандарт: 44,954-44,970 мм
Если диаметр отличается от нормы, измерьте масляный зазор в коренных подшипниках. Затем воспользуйтесь подшипниками уменьшенного ремонтного размера. См. ниже «Масляный зазор коренных подшипников».
Наружный диаметр шатунной шейки
Измерьте наружный диаметр шатунных шеек при помощи микрометра.
Стандарт: 39,961-39,974 мм
Если диаметр отличается от нормы, измерьте масляный зазор в подшипниках шатуна. Затем воспользуйтесь подшипниками уменьшенного ремонтного размера. См. ниже «Масляный зазор подшипников шатуна».
Овальность и конусность шеек коленвала
При помощи микрометра измерьте все коренные и шатунные шейки в 4 различных точках, показанных на рисунке.
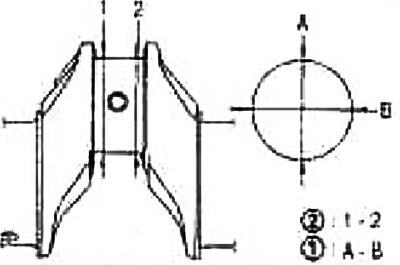
Овальность (1) определяется разностью размеров между «1» и «2» в «А» и «В».
Конусность (2) определяется разностью размеров между «А» и «В» в «1» и «2»
| Предел овальности (разность между «X» и «У») | 0,005 мм |
| Предел конусности (разность между «1» и «2») | 0,005 мм |
Если измеренное значение превышает предел, перешлифуйте или замените коленвал.
В случае перешлифовки измерьте масляный зазор перешлифованных коренных и/или шатунных шеек. Затем подберите коренной подшипник и/или подшипник шатуна. См. ниже «Масляный зазор коренных подшипников» и «Масляный зазор подшипников шатуна».
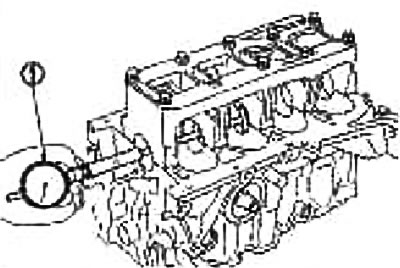
Биение коленвала
Поставьте призмы на плоскую поверхность и установите на них коленвал крайними шейками.
Вертикально установите индикатор (1) на коренную шейку №3.
Проворачивая коленвал, считайте показания индикатора (максимальное показание индикатора).
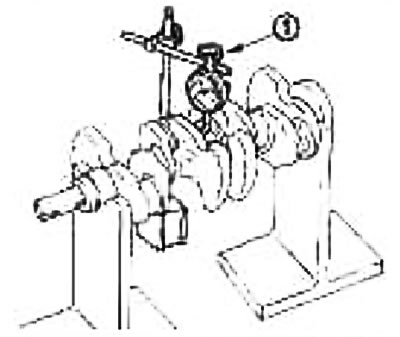
Предел: 0,05 мм
Если биение превышает предел, замените коленвал.
Масляный зазор подшипников шатуна
Способ вычисления
Установите подшипники в шатун и крышку и затяните гайки шатуна с требуемым моментом. При помощи нутромера (1) измерьте внутренний диаметр подшипника шатуна. Процедуру затяжки см. в разделе «Сборка».
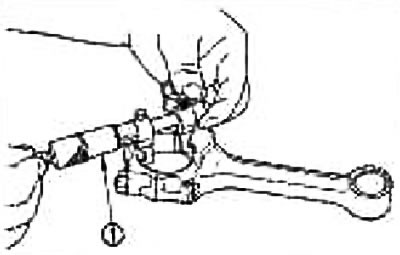
(Масляный зазор) = (внутренний диаметр подшипника шатуна) - (наружный диаметр шатунной шейки)
Стандарт: 0,010-0,044 мм Предел: 0,064 мм
Если зазор превышает предельное значение, воспользуйтесь подшипниками уменьшенного ремонтного размера так, чтобы масляный зазор был в норме. См. раздел «Указания по применению подшипников уменьшенного ремонтного размера».
Способ с использованием калиброванной пластмассовой проволоки plastigage
Полностью удалите масло и пыль с шатунных шеек и поверхностей подшипников.
Разрежьте проволоку (1) на отрезки немного короче, чем ширина подшипников, уложите их в направлении оси коленвала, только не на смазочные отверстия.
Установите подшипники шатуна в шатуны и крышки и затяните гайки с требуемым моментом, Процедуру затяжки см. в разделе «Сборка».
Внимание: Не проворачивайте коленвал.
Снимите крышки и подшипники шатуна и измерьте ширину отрезков проволоки шкалой на ее упаковке.
Примечание: Если измеренное значение превышает предел, примите те же меры, которые указаны в разделе «Способ вычисления».
Указания по применению подшипников уменьшенного ремонтного размера.
Если заданного масляного зазора в подшипниках шатуна нельзя добиться при помощи подшипников шатуна стандартного размера, воспользуйтесь подшипниками уменьшенного ремонтного размера.
При использовании подшипника уменьшенного ремонтного размера измерьте внутренний диаметр подшипника шатуна на установленном подшипнике и перешлифуйте шатунную шейку так, чтобы масляный зазор соответствовал норме.
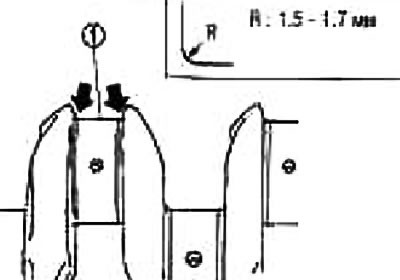
Таблица подшипников шатуна уменьшенного ремонтного размера
| Размер | Толщина |
| STD (стандартный) | 1,504-1,508 |
| Уменьшенный на 0,25 ремонтный размер | 1,627-1,635 |
Внимание: При перешлифовке шатунных шеек (1) под подшипники уменьшенного ремонтного размера сохраните скругленные углы «R».
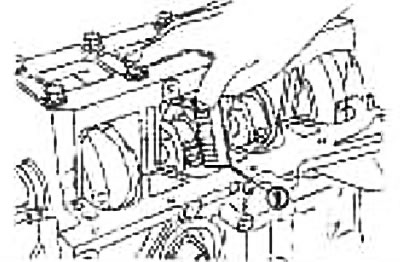
Масляный зазор коренных подшипников
Способ вычисления
Установите коренные подшипники в блок цилиндров и крышки и затяните болты с требуемым моментом. Измерьте внутренний диаметр коренных подшипников при помощи нутромера. Процедуру затяжки см. в разделе «Сборка».
(Масляный зазор) = (внутренний диаметр коренного подшипника) - (диаметр коренной шейки коленвала)
Стандарт: 0,018-0,034 мм
Предел: 0,05 мм
Если полученное значение превышает предел, подберите требуемый коренной подшипник (включая подшипник уменьшенного ремонтного размера) по внутреннему диаметру коренного подшипника и наружному диаметру коренной шейки коленвала и добейтесь заданного масляного зазора в подшипнике. См. раздел «Порядок подбора коренных подшипников».
Способ с использованием калиброванной пластмассовой проволоки PLASTIGAGE
Полностью удалите масло и пыль с коренных шеек и поверхностей подшипников.
Разрежьте проволоку (1) на отрезки немного короче, чем ширина подшипников, уложите их в направлении оси коленвала, только не на смазочные отверстия.
Установите коренные подшипники в блок цилиндров и крышки и затяните болты с требуемым моментом. Процедуру затяжки см. выше в разделе «Сборка».
Внимание: Не проворачивайте коленвал.
Снимите крышки коренных подшипников и подшипники и измерьте ширину отрезков проволоки шкалой на ее упаковке.
Примечание: Если измеренное значение превышает предел, примите те же меры, которые указаны в разделе «Способ вычисления».
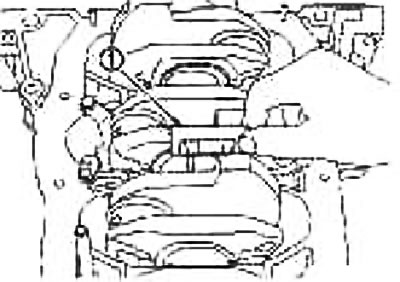
Выступание коренного подшипника или подшипника шатуна над плоскостью разъема.
При снятии крышек коренных подшипников или подшипников шатуна после затяжки с требуемым моментом с установленными коренными подшипниками или подшипников шатуна (1) край подшипника должен выступать над плоскостью. Процедуру затяжки см. в разделе «Сборка».
Если подшипники не соответствует норме, замените их.
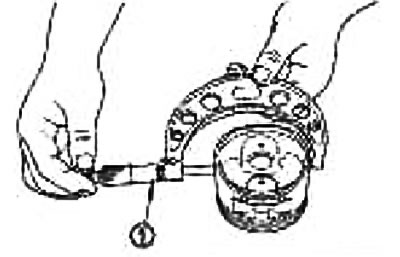
Деформация маховика
Измерьте деформацию контакт поверхности маховика со сцеплен, помощи индикатора (1) (максимальное показание индикатора).
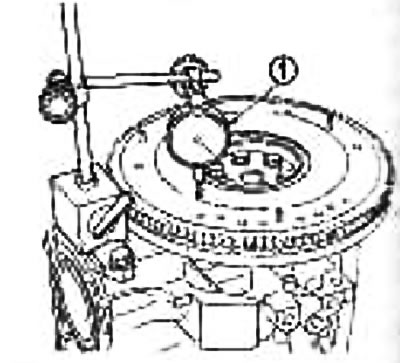
Маховик
Предел: 0,15 мм