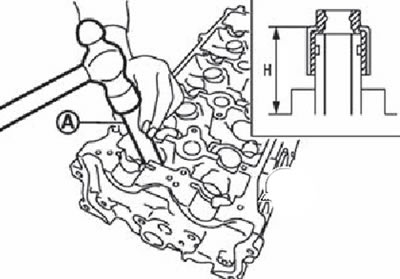
Развернуть отверстие в головке блока цилиндров развёрткой (А) нужного размера.

Нагреть головку блока цилиндров в масляной ванне до температуры 110-130°С.
Запрессовать направляющую втулку клапана (1) со стороны распределительного вола но высоту выступания «Н» (см.раздел «Сервисные данные и спецификация» в конце главы).
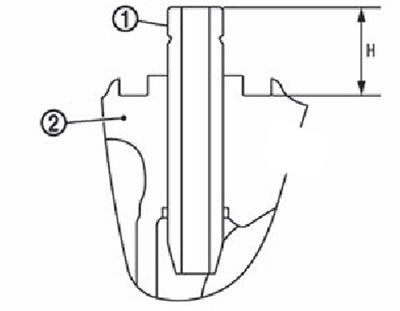
1. Направляющая втулка клапана.
2. Головка блока цилиндров.
Внимание. Поверхность головки блока цилиндров горячая. Необходимо использовать защитные перчатки во избежание ожога.
Окончательно развернуть отверстие в направляющей втулке клапана развёрткой (А) нужного размера.

2. Если седла клапанов были удалены, установить новые ремонтного размера (+0.5 мм):
Развернуть гнездо в головке блока цилиндров (1) под установку нового седло клапана.
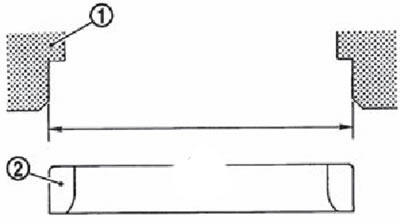
1. Головка блока цилиндров.
2. Седло клапана.
Примечание. Убедиться, что ось развертки совпадает с осью направляющей. Это обеспечит правильность посадки клапана в седло.
Нагреть головку блока цилиндров в масляной ванне до температуры 110-130°С.
Охладить седло клапана с помощью сухого льда.
Запрессовать седло клапана в головку блока цилиндров.
Внимание.
- Поверхность головки блока цилиндров горячая. Необходимо использовать защитные перчатки во избежание ожога.
- Не брать голыми руками охлажденные седла.
Обработать седла с помощью фрезы из набора для обработки фасок клапанных седел (специальный сервисный инструмент) или специального шлифовального станка.

Внимание. При обработке фаски седла фрезой держать ручку инструмента двумя руками. Обеспечить равномерное прижатие инструмента ко всей обрабатываемой окружности и стараться обрабатывать окружность одним движением. Неравномерное прижатие инструмента и обработка поверхности за несколько проходов могут привести к получению ступенчатой поверхности седла.
Притереть клапан к седлу с использованием абразивной пасты.
Снова проверить правильность посадки клапана в седло.
3. Напрессовать маслоотражательные колпачки на высоту «Н», кок показано но рисунке, используя специальную оправку (A) (KV10115600).
Примечание. Высота «Н»: 15,1-15,7 мм.
4. Установить клапаны.
Примечание. Впускные клапаны имеют головку большего диаметра.
5. Установить клапанные пружины (с седлами):
Установить клапанную пружину стороной с витками меньшего диаметра (сторона седла пружины) к головке блока цилиндров (В).
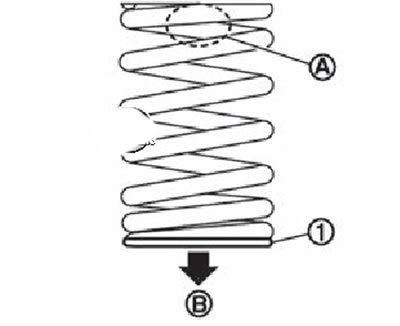
1. Седло клапанной пружины (не снимать).
Примечание.
Идентификационный цвет (А) клапанных пружин:
- Впускной клапан: зеленый.
- Выпускной клапан: пурпурный.
6. Установить тарелки клапанов.
7. Установить сухари клапанов:
Сжать клапанную пружину специальным приспособлением (А) (KV10116200) и установить сухари клапанов с помощью намагниченного стержня.

Внимание. Соблюдать осторожность, чтобы не повредить гнезда толкателей клапанов.
После установки слегка постучать по торцу стержня клапана пластиковым молотком, чтобы убедиться в надежности фиксации.
8. Установить на свои места толкатели клапанов.
9. Установить свечи зажигания.