Тэхналогія абслугоўвання
Існуе некалькі методык выканання працэдур тэхнічнага абслугоўвання і рамонту аўтамабіля, на якія чытач можа знайсці спасылкі ў тэксце дадзенага Кіраўніцтва. Прытрымліванне ім зробіць працу больш эфектыўнай, дазволіць як найлепш арганізаваць працоўнае месца і якасна выканаць розныя тэхнічныя працэдуры.
Крэпеж
Крапежам завуцца гайкі, ніты, шпількі і шрубы, службоўцы для злучэння двух або больш дэталяў. Пры працы з крапяжом варта ўвесь час памятаць аб некаторых рэчах. Практычна ў любым крапяжы ўжываецца той ці іншы выгляд кантраляльных і якія фіксуюць прынад. Гэта могуць быць стопарныя шайбы, контргайкі, стопорные сцяжкі ці які фіксуе компаунд для разьбярства. Увесь які выкарыстоўваецца разьбовая крапеж павінен быць абсалютна чыстым і роўным, з непарушанай разьбой і не скругленымі кутамі шасцігранных галовак, на якія апранаецца гаечны ключ. Варта ўзяць за правіла абавязковую замену пашкоджаных гаек і нітаў новымі. Адмысловыя самоконтрящиеся гайкі з нейлонавымі ці валаконнымі ўстаўкамі паўторнаму выкарыстанню не падлягаюць, бо пры аддаванні губляюць свае кантраляльныя ўласцівасці.
Іржавыя ніты і гайкі для палягчэння іх аддавання і ў пазбяганне іх жа пашкоджанні варта апрацаваць адмысловым пранікальным складам. Многія механікі аддаюць перавагу карыстацца для гэтай мэты шкіпінарам, які зручна наносіць са спецыяльнай маленькай каністры з доўгім носікам. Пасля змочвання «прикипелого» крапяжу пранікальным складам, перад тым як прыступіць да яго аддавання, варта даць складу на працягу некалькіх хвілін прахарчаваць акіслены кантактны пласт. Моцна праржавела крапеж можна ссекчы зубілам, спілаваць ножовкой або выдаліць з дапамогай адмысловага гайколома.
Разьбовыя злучэнні, якія падвяргаюцца вялікім перападам тэмператур (напрыклад, клапан EGR, лямбда-зонд, выпускны калектар), маюць тэндэнцыю да прыварвання, што абцяжарвае дэмантаж пры наступным абслугоўванні. Для палягчэння аддавання такога крапяжу змазвайце яго перад зацягваннем змазкай Molycote 1000 30 20 971 ці Never Seize.
Пры зразанні галоўкі ніта ці абломванні шпількі на зборцы, рэшту разьбовай часткі можна высвідраваць ці выняць з дапамогай адмысловай прылады. Большасць слясарных і аўтамайстэрняў можа ўзяцца за выкананне гэтай, таксама як і іншых (напрыклад, аднаўленне сарванай разьбы ў разьбовых адтулінах), рамонтных працэдур.
Плоскія і стопорные шайбы пры зборцы варта заўсёды ўсталёўваць на месца ў тым жа парадку і тым жа спосабам, што і раней. Пашкоджаныя шайбы заўсёды замяняйце новымі. Паміж стопорной шайбай і мяккай металічнай паверхняй (напрыклад, алюмініевай), тонкім ліставым металам ці пластыкам заўсёды варта ўсталёўваць плоскія шайбы.
Памеры крапяжу
Па многіх прычынах вытворцы аўтамабіляў усё шырэй і шырэй ужываюць метрычны крапеж. Аднак, важна ведаць розніцу паміж выкарыстоўваным часам крапяжом стандарту SAE (званым таксама амерыканскім) і больш універсальным у сістэме мер метрычным крапяжом, бо, нягледзячы на вонкавае падабенства, яны не з'яўляюцца ўзаемазаменнымі.
Усе балты, як стандарту SAE, так і метрычныя, класіфікуюцца па дыяметры, кроку разьбы і даўжыні. Напрыклад, ніт SAE 1/2-13x1 мае паўцалі ў дыяметры, 13 віткоў разьбы на адзін цаля і даўжыню 1 цаля. Мэтрычны ніт М12-1.75x25 мае дыямэтр 12 мм, крок разьбы 1.75 мм і даўжыню 25 мм. Абодва ніта вонкава практычна ідэнтычныя, аднак не з'яўляюцца ўзаемазаменнымі.
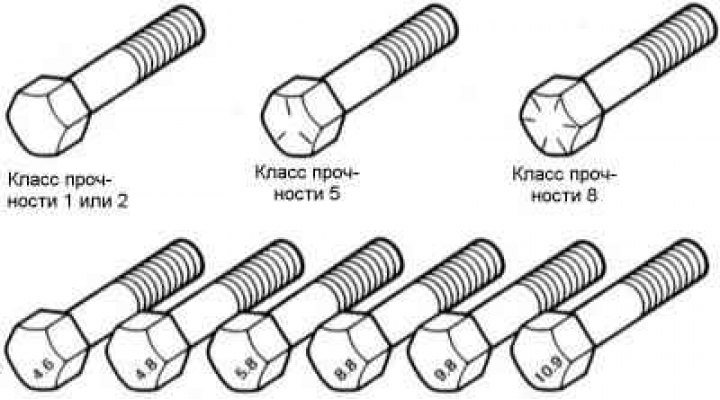
У дадатак да пералічаных прыкмет балты можна ідэнтыфікаваць шляхам агляду іх галоўкі. Адлегласць паміж лыскамі галоўкі метрычнага ніта вымяраецца ў мм, тады як у ніта стандарту SAE - у цалях (тое ж справядліва і для гаек). Як следства, гаечны ключ па стандарце SAE не падыходзіць для выкарыстання з метрычным крапяжом, і наадварот. Акрамя таго, на галоўках большай часткі нітаў стандарту SAE звычайна маюцца радыяльныя засечкі, якія вызначаюць максімальны дапушчальны высілак зацягвання ніта (ступень трываласці). Чым больш колькасць засечак, тым вышэй дапушчальны высілак (на аўтамабілях звычайна ўжываюцца ніты са ступенню трываласці ад 0 да 5).
Памеры і маркіроўка класа трываласці нітаў стандартаў SAE і USS
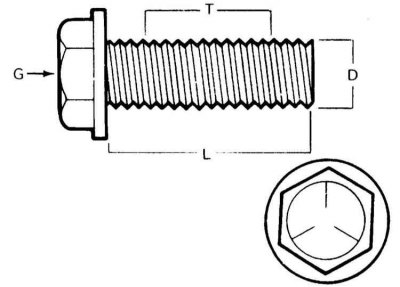
G - Маркіроўка класа трываласці
L - Даўжыня (у цалях)
T - Крок разьбы (колькасць віткоў на цалю)
D - Намінальны дыяметр (у цалях)
Памеры і маркіроўка класа трываласці метрычных нітаў
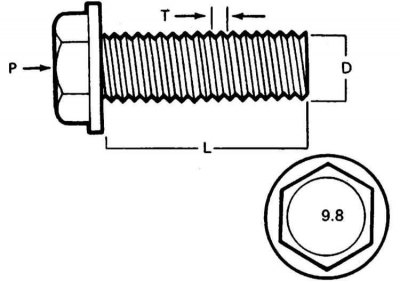
P - Клас трываласці
L - Даўжыня (у мм)
T — Крок разьбы (адлегласць паміж суседнімі віткамі), мм
D - Намінальны дыяметр, мм
Клас трываласці метрычных нітаў вызначаецца лічбавым кодам, які звычайна адліваецца на галоўцы ніта.
Маркіроўка класа трываласці нітаў (уверсе - SAE і USS, унізе - метрычныя)
Таксама па пазнаках класа трываласці гайкі стандарту SAE можна адрозніць ад метрычных. Для ідэнтыфікацыі трываласці гаек стандарту SAE ужываюцца кропкавыя пазнакі, якія праштампоўваюцца на адной з кантавых паверхняў гайкі, у то час як маркіроўка метрычных гаек вырабляецца з дапамогай ізноў-ткі лічбаў. Чым больш колькасць кропак, ці чым вышэй значэнне лічбавага кода, тым вышэй дапушчальны высілак зацягвання гайкі.
Маркіроўка класа трываласці стандартных шасцігранных гаек стандартаў SAE і USS
Тры кропкі: Клас трываласці 5 | 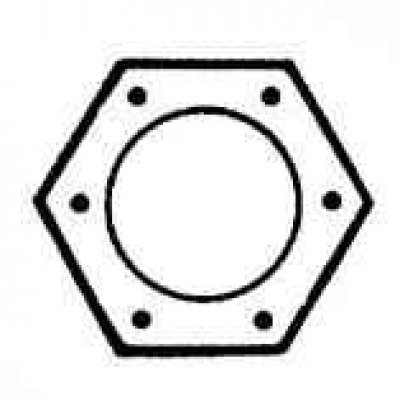
Шэсць кропак: Клас трываласці 8 |
Маркіроўка класа трываласці метрычных шасцігранных гаек
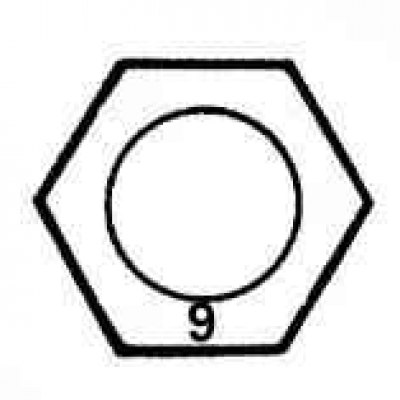
Арабская 9: Клас трываласці 9 | 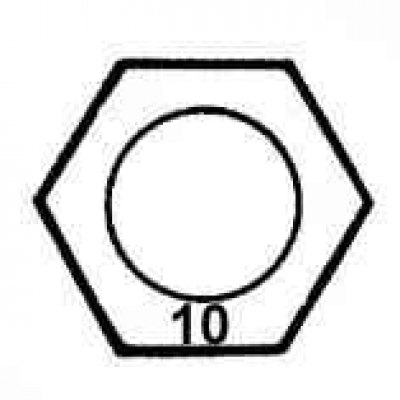
Арабская 10: Клас трываласці 10 |
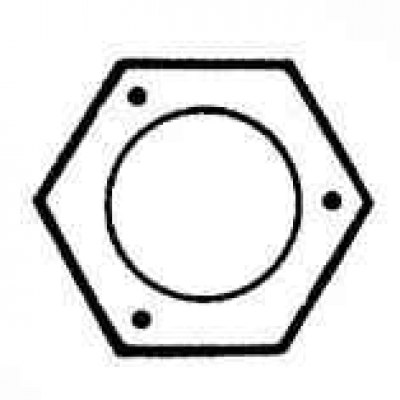
Тарцы метрычных шпілек таксама маркіруюцца ў адпаведнасці з класам іх трываласці. Буйныя шпількі маркіруюцца лічбавым кодам, тады як на мяльчэйшыя наносіцца маркіроўка ў выглядзе геаметрычнай постаці .
Маркіроўка класа трываласці метрычных шпілек
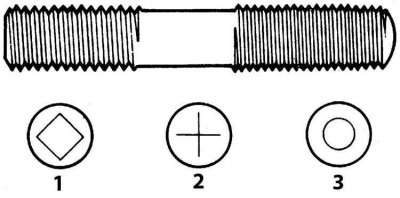
1 - Клас трываласці 10.9
2 - Клас трываласці 9.8
3 - Клас трываласці 8.8
Варта заўважыць, што значная частка крапяжу, у асаблівасці класа трываласці ад 0 да 2, наогул не маркіруецца. У гэтым выпадку адзіным спосабам адрознення крапяжу стандарту SAE ад метрычнага з'яўляецца вымярэнне кроку разьбы, ці параўнанне разьбы з эталоннай.
Бо крапеж аднаго і таго ж геаметрычнага памеру можа мець розныя класы трываласці, пры замене на аўтамабілі нітаў, гаек і шпілек варта надаваць увагу адпаведнасці класа трываласці ўсталёўванага новага крапяжу класу трываласці старога.
Працэдура і парадак зацягвання разьбовых злучэнняў
Зацягванне большай часткі разьбовых злучэнняў варта вырабляць з высілкамі, вызначанымі патрабаваннямі Спецыфікацый, прыводных у пачатку кожнай часткі дадзенага Кіраўніцтвы (пад высілкам зацягвання крапяжу варта разумець прыкладаны да яго пры зацягванні крутоўны момант). Зацягванне з празмерным высілкам можа прывесці да парушэння цэласнасці крапяжу, тады як недацягванне вядзе да ненадзейнасці злучэння спалучаных кампанентаў. Ніты, шрубы і шпількі, у залежнасці ад іх матэрыялу і дыяметра разьбовай часткі, звычайна маюць строга вызначаныя дапушчальныя высілкі зацягвання, шматлікія з якіх, як ужо згадвалася вышэй, прыведзены ў Спецыфікацыях у пачатку кожнай часткі. Для зацягвання крапяжу, не згаданага ў Спецыфікацыях, варта карыстацца прыведзенай ніжэй картай дапушчальных момантаў кручэння.
Намаганні зацягвання метрычных разьбярстваў
| М6 | 9 - 12 Н·м |
| М8 | 19 - 28 Н·м |
| М10 | 38 - 54 Н·м |
| М12 | 68 - 96 Н·м |
| М14 | 109 - 154 Н·м |
Намаганні зацягвання трубавых разьбярстваў
| 1/8 | 7 - 10 Н·м |
| 1/4 | 17 - 24 Н·м |
| 3/8 | 30 - 44 Н·м |
| 1/2 | 34 - 47 Н·м |
Намаганні зацягвання разьбярстваў стандартаў SAE і USS
| 1/8 | 7 - 10 Н·м |
| 1/4 | 17 - 24 Н·м |
| 3/8 | 30 - 44 Н·м |
| 1/2 | 34 - 47 Н·м |
Размешчаны па перыметры які-небудзь дэталі крапеж (такі як ніты мацавання галоўкі цыліндраў, паддона картара і розных вечкаў), у пазбяганне дэфармацыі дэталі варта аддаваць і зацягвацца ў строга вызначаным парадку, апісаным у адпаведных раздзелах Кіраўніцтва. Калі гэты парадак не абумоўлены, то ў пазбяганне скрыўлення кампанента варта прытрымвацца апісанай ніжэй працэдуры. На першай стадыі зацягніце ўсе балты ці гайкі ад рукі. Затым кожны элемент крапяжу па чарзе дацягніце яшчэ на адно поўнае абарачэнне, прычым пераход ад аднаго ніта/гайкі да іншага павінен ажыццяўляцца ў дыяганальным парадку (крыж-накрыж). Далей, вярнуўшыся да першага ніта/гайцы, варта паўтарыць працэдуру ў тым жа парадку, зацягваючы крапёж яшчэ на паўабарота. Працягвайце дзейнічаць у той жа манеры, зацягваючы кожны ніт/гайку на гэты раз ужо на чвэрць абарачэння за адзін падыход датуль, пакуль усе яны не апынуцца зацягнутымі з патрабаваным высілкам. Пры аддаванні крапяжу таксама варта прытрымлівацца апісанай працэдуры, але дзейнічаючы ў зваротным парадку.
Разборка кампанентаў
Разборку ўсіх кампанентаў варта ажыццяўляць у такой манеры, каб пры зборцы кожную дэталь можна было ўсталяваць на яе ранейшае месца і правільнай выявай. Запамінайце характэрныя асаблівасці вонкавага выгляду, у выпадку неабходнасці вырабляеце пасадачную маркіроўку дэталяў, усталёўка якіх на месца можа быць выраблена неадназначнай выявай (да такіх элементаў ставіцца, напрыклад, абсталяваная канаўкай упартая шайба на вале). Добрай ідэяй будзе размяшчэнне знятых дэталяў на чыстай паверхні ў тым парадку, у якім праводзілася іх зняцце. Карысным апынецца таксама складанне найпростых схематычных замалёвак ці пакрокавае фатаграфаванне дзейніка разборцы ці здыманню кампанента.
Пры зняцці крапяжу імкніцеся адзначаць яго першапачатковае становішча на зборцы. Часта неадкладная ўстаноўка крапяжу і шайбаў на ранейшае месца пасля зняцця адпаведнай дэталі дазваляе пазбегнуць блытаніны пры зборцы. Пры адсутнасці такой магчымасці, увесь крапеж варта складаць у адмыслова падрыхтаваную для гэтай мэты, пабітую на пазначаныя секцыі скрыню, ці проста па асобных пазначаных ёмістасцях. Такая выява дзеянняў апыняецца асабліва карысным пры працы з кампанентамі, якія складаюцца з мноства дробных дэталяў, такімі як генератар, затамкавы механізм, панэль прыбораў ці элементы дэкаратыўнай ашалёўкі салона.
Пры раз'яднанні электрычных кантактаў і раздымаў варта адзначаць асобныя правады або джгуты электраправодкі з дапамогай ізаляцыйнай стужкі з нанесеным на яе лічбавым або літарным кодам.
Пракладачныя паверхні
На ўсіх аўтамабілях пракладкі ўжываюцца для герметызацыі месца стыку спалучаных паверхняў дзвюх ці больш дэталяў і служаць для прадухілення ўцечак алеяў і вадкасцяў і падтрыманні ўсярэдзіне зборкі падвышанага ціску ці разрэджанні.
Звычайна такія пракладкі перад усталёўкай патрабуецца пакрываць вадкім або пастападобным ушчыльняльным кампаўндам. Часта пад уздзеяннем часу, тэмператур ці ціскі адбываецца настолькі моцнае «прикипание» сябар да сябра спалучаных паверхняў, што падзел дэталяў становіцца цяжкавыканальнай задачай. Разборцы такіх вузлоў дапамагае абстукванне іх звонку па перыметры месца стыку малатком з мяккім байком. Можна скарыстацца для гэтай мэты таксама і звычайным малатком, наносячы ўдары праз драўляную ці пластыкавую прастаўку. Не варта вырабляць абстукванне літых карпусоў і далікатных кампанентаў. Пры ўзнікненні такога роду цяжкасцяў заўсёды ў першую чаргу правярайце, ці ўвесь крапеж зняты. Імкніцеся не ўжываць для падзелу дэталяў адвёртку або мантыроўку, уводзячы іх паміж спалучанымі паверхнямі іх пры гэтым лёгка пашкодзіць, што ў далейшым можа з'явіцца прычынай узнікнення ўцечак. Калі подрычаживания «прикипелых» элементаў зборкі пазбегнуць немагчыма, карыстайцеся для гэтай мэты драўлянай ручкай ад старой кемнасці, але не забудзьцеся пры гэтым старанна выдаліць з спалучаных паверхняў і знутры зборкі ўсе якія ўтварыліся трэскі.
Пасля падзелу дэталяў іх спалучаныя паверхні варта старанна зачысціць, саскрабшы з іх матэрыял старой пракладкі. Зацвярдзелыя фрагменты старой пракладкі можна папярэдне размягчыць з дапамогай пераўтваральніка іржы або спецыяльнага хімічнага складу, а затым выдаліць скрабком. У якасці скрабка ў дадзеным выпадку можа быць скарыстаны адрэзак меднай трубкі з расплясканым і завостраным канцом. Выкарыстанне для гэтай мэты менавіта меднай трубкі рэкамендуецца, бо медзь звычайна мякчэй ужывальных у аўтамабілі матэрыялаў, што змяншае рызыку пашкоджання спалучанай паверхні. Некаторыя пракладкі лёгка можна выдаліць з дапамогай меднай шчоткі, аднак, не залежна ад ужывальнага метаду, спалучаныя паверхні павінны стаць абсалютна чыстымі і гладкімі. Калі па якім-небудзь чынніку спалучаная паверхня апынулася падрапанай, перад зборкай кампанентаў запоўніце драпіну пракладачным герметыкам. У большасці выпадкаў варта карыстацца незастывальным або полузастывающим герметыкам.
Парады па зняцці шлангаў
Увага! Не адлучайце ад кампанентаў сістэмы кандыцыянавання паветра (К/У) ніякія шлангі датуль, пакуль сістэма не будзе разраджана адмыслоўцам майстэрні аўтасэрвісу.
Меры засцярогі, якія варта выконваць пры зняцці шлангаў, вельмі блізкія да такіх пры зняцці пракладак. Пазбягайце пашкоджанні паверхняў штуцэраў і патрубкаў, на якія апранаюцца шлангі, бо гэта можа з'явіцца чыннікам узнікнення ўцечак. У асаблівай меры гэта адносіцца да працэдуры зняцця шлангаў сістэмы астуджэння. З прычыны розных хімічных рэакцый адбываецца «прикипание» гумы шлангаў да спалучаных паверхняў штуцэраў і патрубкаў. Для зняцця шланга ў першую чаргу прыслабце хамут яго мацавання на штуцары. Затым абцугамі са слізгальным шарнірам ухопіце шланг зблізку хамута і пачынайце круціць яго на штуцары або патрубку направа-налева. Працягвайце гэтую працэдуру да поўнага вызвалення шланга, затым зніміце шланг са штуцэра. Невялікая колькасць сіліконавай ці іншай змазкі палегчыць працэдуру, калі яна можа быць уведзена ў зазор паміж штуцэрам і шлангам. Для палягчэння працэдуры ўсталёўкі шланга вышмаруйце ўнутраную паверхню шланга і вонкавую паверхню штуцэра.
Як крайні сродак, ці ў выпадку адназначнай неабходнасці замены шланга, для зняцця са штуцэра канца шланга можна разразаць яго нажом. Пры гэтым імкніцеся не пашкодзіць нажом метал штуцэра ці злучальнага патрубка.
У выпадку пашкоджання хамута мацавання шланга заменіце хамут. Хамуты скручваецца тыпу звычайна слабеюць з цягам часу, таму, па-за залежнасцю ад іх стану, пры выпадку іх лепш замяніць хамутамі шрубавага тыпу.
Інструмент
Выбар добрай прылады з'яўляецца адным з асноўных патрабаванняў для кожнага, хто плануе самастойнае выкананне працэдур тэхнічнага абслугоўвання ці рамонту аўтамабіля. На першы погляд выдаткі, злучаныя з набыццём патрабаванага камплекта прылад, могуць здацца занадта вялікімі, аднак пры параўнанні іх з выдаткамі, спалучанымі з выкананнем працэдур бягучага абслугоўвання і найпростага рамонту аўтамабіля на СТА, апынуцца суцэль разумнымі.
Ніжэй прыводзяцца спісы трох набораў прылад. Уладальнікам аўтамабіляў, не мелым практычнага досведу правядзення механічных прац, варта пачынаць з выканання працэдур, абмежаваных ужываннем прылад з першага спісу, падвышаючы пры гэтым сваю кваліфікацыю і паступова пашыраючы дыяпазон ужывальнай прылады. Па меры набыцця досведу можна перайсці да выканання больш складаных задач, дапаўняючы наяўны на руках набор прылад. Праз некаторы час атрыманыя навыкі дазволяць прыступіць да выканання больш складаных прац, якія патрабуюць ужыванні прылады з другога спісу (для агульнага і капітальнага рамонту аўтамабіля). Калі кваліфікацыя пачне дазваляць эканоміць значныя сродкі на самастойным выкананні складаных рамонтных працэдур, можна падумаць аб набыцці спецыяльнай прылады.
Набор інструментаў для бягучага абслугоўвання і мінімальнага рамонту аўтамабіля
Прыведзены ніжэй спіс уключае ў сябе мінімум неабходных для выканання працэдур бягучага абслугоўвання і малаважнага рамонту аўтамабіля прылад. Рэкамендуецца набыццё камплекта камбінаваных гаечных ключоў (са звычайнай ражковай галоўкай на адным канцы і з накидной на іншым). Нягледзячы на вялікі кошт такога камплекта ў параўнанні са коштам набору звычайных ражковых ключоў, выдаткі будуць апраўданыя, т.к. дадзеныя ключы валодаюць перавагамі абодвух тыпаў.
- Камплект камбінаваных ключоў ад 8 да 19 мм
- Развадны ключ (да 35 мм)
- Свячны ключ з гумовай устаўкай (бензінавыя мадэлі)
- Інструмент для рэгулявання свячнога зазору (бензінавыя мадэлі)
- Набор вымяральных мацаў
- Ніпельны ключ для прапампоўвання тармазоў
- Адвёрткі:
- З плоскім джалам (100 мм даўжынёй на 6 мм у дыяметры)
- З крыжовым джалам (100 мм даўжынёй на 6 мм у дыяметры)
- Камбінаваныя абцугі
- Нажоўка па метале з наборам палотнаў
- Помпа для накачкі шын
- Манометр для вымярэння ціску ў шынах
- Змазачны пісталет (шпрыц)
- Каністра пад алей
- Дробназярністая наждачная папера
- Драцяная шчотка
- Інструмент для зачысткі клем і кантактаў правадоў батарэі
- Ключ для зняцця алейнага фільтра
- Варонка (сярэдняга памеру)
- Падпоркі для фіксацыі аўтамабіля ў паднятым стане (2)
- Зліўная ёмістасць
Набор інструментаў для агульнага і капітальнага рамонту аўтамабіля
Пералічаная ніжэй прылада запатрабуецца пры правядзенні рамонту рухавіка аўтамабіля і прапануецца ў дадатак да першага спісу. У дадзены спіс уваходзіць поўны камплект зменных кантавых галовак. Пры значным кошце, набор зменных галовак прыносіць неацэнную карысць, дзякуючы сваёй універсальнасці і зручнасці ў звароце, - асабліва ў спалучэнні з якія ўваходзяць у камплект рознага тыпу прывадамі. Рэкамендуецца пераважна карыстацца прывадамі перасекам 1/2 цалі (а не 3/8 цалі), т.я. яны, хоць і з'яўляюцца даражэйшымі, могуць быць скарыстаны практычна з любым тыпам дынамаметрычных ключоў (у ідэале, добры механік павінен мець у сваім распараджэнні абодва тыпу прывадаў). Таннейшай альтэрнатывай камплекту зменных кантавых галовак з'яўляецца набор трубчастых ключоў.
Камплект зменных кантавых галовак (уключаючы галоўкі тыпу «Torх») або трубчастых ключоў, памераў, якія адпавядаюць памерам гаечных ключоў з папярэдняга спісу
- Храпавы рэверсіўны прывад (для выкарыстання са зменнымі кантавы галоўкамі)
- Брама даўжынёй 250 мм
- Карданны прывад (для выкарыстання са зменнымі кантавы галоўкамі)
- Дынамаметрычны ключ (з прывадам таго ж памеру, што і для зменных кантавых галовак)
- Самаконтрацца шчыпцы
- Малаток з круглым байком (каля 230 г)
- Малаток з мяккім байком (пластыкавым або гумовым)
- Адвёрткі:
- З плоскім джалам (даўжынёй 150 мм і дыяметрам каля 6.5 мм)
- З плоскім джалам (трывалая № 2, 8 мм)
- З крыжовым джалам (№ 3, 203 мм)
- З крыжовым джалам (трывалая № 2)
- Прыціскныя абцугі
- Абцугі:
- Для электрыкаў (з ізаляванымі ручкамі)
- Вузканосыя (астрагубцы)
- Для стопарных кольцаў (унутраных і вонкавых)
- Зубіла на 25 мм
- Скрабок (выраблены з расплюшчанай і завостранай з аднаго канца меднай трубкі)
- Скрайбер (чарцілка)
- Кернер
- Бародкі з тонкім джалам (1.6, 3.2, 4.8 мм)
- Камплект шлангавых заціскаў
- Набор для прапампоўвання тармазоў
- Камплект свердзелаў
- Стальная лінейка/вымяральнік плоскаснасці
- Камплект прутковых ключоў-шасціграннікаў (для галовак з унутраным шасціграннікам)
- Набор напільнікаў
- Драцяная шчотка (вялікая)
- Другі камплект падпорак
- Дамкрат (гідраўлічнага або нажнога тыпу)
Заўвага. Яшчэ адной стала якая патрабуецца прыладай з'яўляецца электродрель з патронам да 9.5 мм і камплектам якасных свердзелаў.
Спецыяльны інструмент
У дадзены спіс трапляюць прылады, якія з'яўляюцца ў дастатковай меры дарагімі, не патрабуюцца рэгулярна, ці патрабуюць пры карыстанні выканання інструкцый вытворцаў гэтых прылад. Калі ў сферу Вашай дзейнасці не ўваходзіць частае выкананне складаных механічных аперацый, набыццё такой прылады будзе дрэнным укладаннем сродкаў. Разумна набываць яго ў складчыну з сябрамі ці браць напракат у майстэрнях аўтасэрвісу.
У спіс унесены толькі тыя інструменты, якія можна знайсці ў рознічным гандлі або якія выпускаюцца для размеркавання па прадстаўнічых аддзяленнях фірм. Часам у тэксце Кіраўніцтва можна знайсці спасылкі на такія спецыяльныя інструменты. Звычайна аўтары імкнуцца раўналежна прапанаваць альтэрнатыўны метад, які дазваляе пазбегнуць абавязковага ўжывання цяжкадаступнай прылады. У выпадку, калі пазбегнуць прымянення спецыяльнай прылады немагчыма, а набыццё яго ў карыстанне праблематычна, выкананне адпаведных работ лепш даверыць спецыялістам СТА.
- Інструмент для сціску затамкавых спружын
- Інструмент для прыціркі клапанаў
- Прыстасаванне для прачысткі канавак поршневых кольцаў
- Інструмент для абціскання поршневых кольцаў
- Інструмент для ўстаноўкі поршневых кольцаў
- Вымяральнік ступені сціску газаў у цыліндрах (кампрэсіяметр)
- Зенкер для апрацоўкі краёў цыліндраў
- Хон для апрацоўкі люстэркаў цыліндраў
- Вымяральнік дыяметра цыліндраў
- Мікраметр і/або цыферблатны штангенцыркуль
- Інструмент для цэнтроўкі дыска счаплення
- Здымнік шаравых апор
- Здымнік універсальнага тыпу
- Ударная адвёртка
- Набор цыферблатнага вымяральніка
- Страбаскоп (з індуктыўным датчыкам)
- Ручная камбінаваная помпа (вакуумная/нагнятальная)
- Набор метчыкаў і лерак
- Тахометр/інструмент для вымярэння працягласці замкнёнага стану кантактаў прерывателя
- Універсальны тэстар для электрычных вымярэнняў
- Пад'ёмны такелаж
- Інструмент для зняцця / ўстаноўкі тармазных спружын
- Калявы дамкрат
Набыццё інструмента
Пры падрыхтоўцы да правядзення працэдур бягучага абслугоўвання ці мінімальнага рамонту аўтамабіля разумна набываць прыладу па асобнасці. З іншага боку, у выпадку планавання шырокіх прац, прасцей, надзейней і эканамічна выгодней купіць камплект сучаснай прылады, да якога звычайна прыкладаецца інструментальная скрыня. У далейшым, для пашырэння выбару, можна дакупіць асобныя прылады, дадатковыя камплекты і інструментальную скрыню большага памеру. Паступовае пашырэнне камплекта прылад дазволіць расцягнуць выдаткі і вызначыцца ў выбары сапраўды неабходных прылад.
Спецыялізаваныя інструментальныя крамы з'яўляюцца адзінай крыніцай набыцця некаторых адмысловых прылад, але, незалежна ад крыніцы, пазбягайце танных пакупак, асабліва пры выбары адвёртак і зменных кантавых галовак, бо тэрмін іх службы напэўна апынецца непрацяглым. Выдаткі звязаныя з заменай і аднаўленнем таннай прылады ў выніку апынуцца непараўнальна значнейшымі, чым выдаткі на аднаразовае набыццё якаснага тавара.
Сыход за інструментам і яго захоўванне
Добрая прылада з'яўляецца каштоўным укладаннем сродкаў, таму разумна паклапаціцца пра тое, каб утрымоўваць яго ў чысціні і сталай гатовасці да працы. Пасля карыстання прыладай, перад тым як скласці яго ў месца захоўвання, заўсёды старанна чысціце яго ад бруду, змазкі і рэштак металічных часціц. Ніколі не пакідайце прыладу раскіданым на працоўным месцы. Пасля завяршэння прац уважліва правярайце прастору пад капотам і пад аўтамабілем на наяўнасць забытай прылады.
Для захоўвання такой прылады, як адвёрткі, абцугі, малаткі і да т.п. ідэальна падыходзіць інструментальны грабянец, замацаваная ў зручным месцы на сцяне гаража. Наборы гаечных ключоў і зменных кантавых галовак варта захоўваць у металічных скрынях. Вымяральная прылада павінна захоўвацца ў недаступных уздзеянню карозіі, сухіх і чыстых месцах.
Заўсёды варта надаваць увагу стану працоўных паверхняў прылады. Ударная частка байка малатка ў працэсе працы схільная расклёпванню, адвёрткі з часам губляюць завострыванне сваіх джалаў. Не скупіцеся надаць трохі часу на выдаленне расклёпаў і прывядзенне ў парадак рэжучых беражкоў з дапамогай наждачнай паперы ці напільніка. Незваротна зношаная або пашкоджаная прылада замяняйце.
Пры дбайным сыходзе прылада праслужыць на працягу вельмі працяглага тэрміна.
Абсталяванне рабочага месца
Калі маецца быць правядзенне больш сур'ёзнай працы, чым простае бягучае абслугоўванне, варта паклапаціцца аб падрыхтоўцы прыдатнай працоўнай пляцоўкі. Важным патрабаваннем з'яўляецца наяўнасць даху ці тэнта.
Па магчымасці, любыя працэдуры разборкі варта вырабляць на чыстым плоскім варштаце (стале) зручнай вышыні, абсталяваным ціскамі. Дастатковым з'яўляецца наяўнасць ціскоў з мяккімі накладкамі на губкі, якія расчыняюцца да 100 мм.
Як ужо згадвалася вышэй, на працоўнай пляцоўцы павінна быць абсталявана чыстае сухое месца для захоўвання прылады, змазачных вадкасцяў, ачышчальнікаў, шпакляванняў, лакафарбавых матэрыялаў і да т.п.
Бо зусім неабходнай прыладай з'яўляецца электродрель, такім чынам, працоўная пляцоўка павінна быць абсталяваная крыніцай сілкавання для яе падлучэння.
Нарэшце, на працоўным месцы заўсёды павінен быць дастатковы запас старых газет і чыстага неворсящейся рыззя, прызначаны для чысткі працоўнай пляцоўкі, прылады і дэталяў аўтамабіля.
Ніколі не робіце якія-небудзь працы на адкрытай афарбаванай паверхні аўтамабіля, карыстайцеся ахоўнымі накладкамі на крылы, ці пакрывайце паліраваныя паверхні старымі коўдрамі.