Карабленне галоўкі цыліндраў
Праверце коробление ніжняй паверхні галоўкі цыліндраў у некалькіх кропках у шасці кірунках.
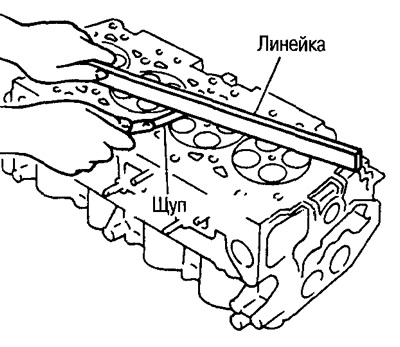
- Лімітавае коробление: 0,04 мм
Памеры клапанаў
З дапамогай мікраметра праверце памеры клапанаў.
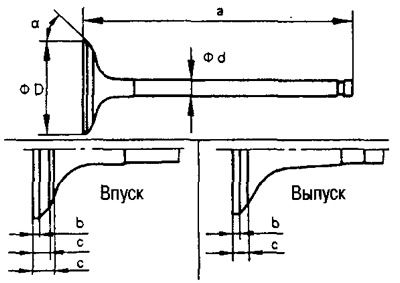
Стандартныя памеры клапанаў (мм):

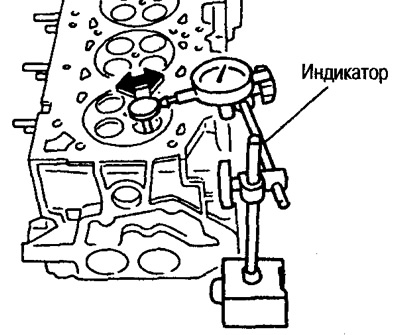
Зазор у накіроўвалай утулцы клапана
Гэтая праверка вырабляецца да зняцця накіроўвалай утулкі клапана.
Пераканайцеся, што памер штока клапана ў межах нормы.
Уцісніце клапан у камеру згарання прыкладна на 25 мм, пакачайце клапан у бок індыкатара і вымерайце велічыню перасоўвання.
Зазор накіроўвалай утулкі клапана складае ½ паказанні індыкатара.
Стандартны зазор:
- Упуск: 0,020-0,053 мм
- Выпуск: 0,040-0,073 мм
Лімітавы зазор:
- Упуск: 0,08 мм
- Выпуск: 0,1 мм
Замена накіроўвалай утулкі клапана
У выпадку замены накіравальнай утулкі клапана ўсталёўваецца накіравальная ўтулка павялічанага (на 0,2 мм) рамонтнага памеру.
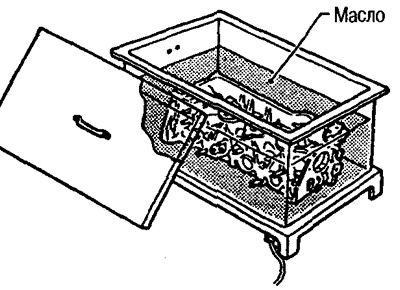
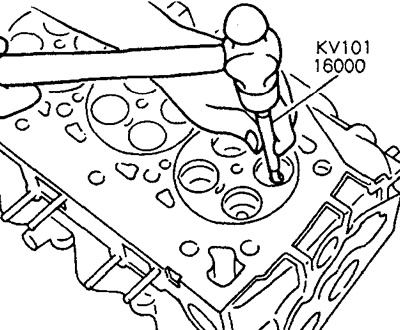
(1) Нагрэйце галоўку цыліндраў да 110-130°С у алейнай ванне.
(2) Выбіце накіроўвалую ўтулку клапана з камеры згарання з дапамогай выбівачкі (для дыяметра 6 мм).
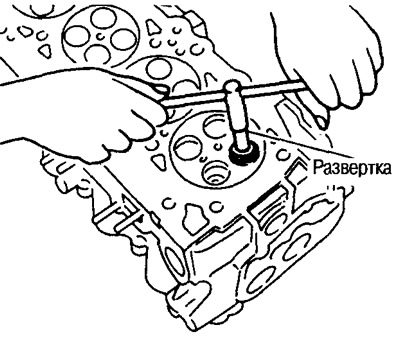
(3) З дапамогай разгорткі зрабіце даводку паверхні адтуліны пад накіравальную ўтулку клапана.
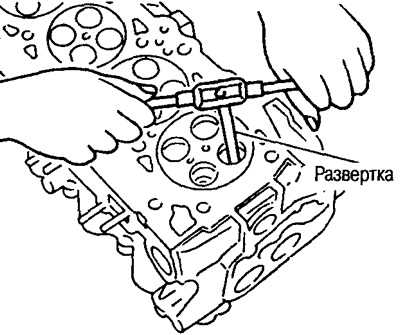
Стандартны дыяметр разгорнутай адтуліны:
- Упуск і выпуск: 10,175-10,196 мм
(4) Нагрэйце галоўку цыліндраў да 110-130°С у алейнай ванне.
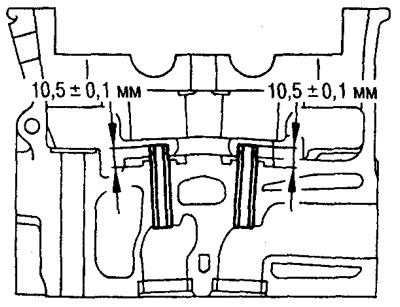
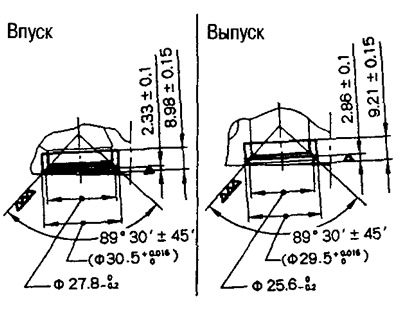
(5) З дапамогай выбівачкі або прэса (для дыяметра 6 мм) запрэсуйце накіроўвалую ўтулку клапана ў адтуліну са боку распредвала так, каб атрымаліся памеры, паказаныя на малюнку.
(6) Пасля запрэсоўкі накіравальнай утулкі зрабіце канчатковую разгортку.
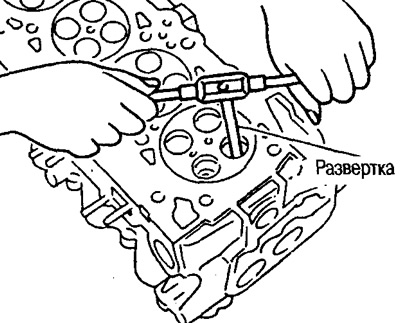
Стандартны дыяметр адтуліны пасля канчатковай разгорткі:
- Упуск і выпуск: 6,000-6,018 мм
Пляма кантакту сядла клапана
Выконвайце гэтую праверку, пераканаўшыся, што памеры накіравальных утулак клапанаў і саміх клапанаў у норме.
Вырабіце на якія кантактуюць паверхні сядла і клапана свінцовы сурык PL-1 і падчас усталёўкі дэталяў праверце раўнамернасць прилегания клапана да сядла.
Пераканайцеся, што адбітак праяўляецца бесперапынна па ўсёй акружнасці.
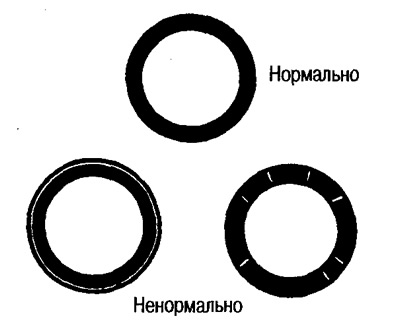
У адваротным выпадку правядзіце прыцірку клапана і зноў праверце стан пасадкі. Калі пры паўторнай праверцы вынік будзе адмоўным, заменіце сядло клапана.
Замена сядла клапана
Пры замене сядла клапана бярэцца рамонтнае сядло павялічанага (на 0,5 мм) памеру.
(1) Высвідруйце старое сядло так, каб сценка стала вельмі тонкай, а затым выміце яго.
(2) Выканайце разгортку выемкі пад сядло ў галоўцы цыліндраў да наступных памераў.
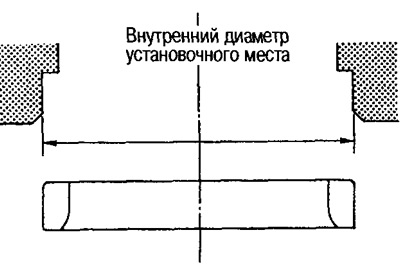
Стандартны памер пасля разгорткі:
- Упуск: 30,500-30,516 мм
- Выпуск: 29,500-29,516 мм
(3) Нагрэйце галоўку цыліндраў у алейнай ванне да 110-130°С.
(4) Астудзіце сядло клапана сухім лёдам і запрэсуйце яго ў блок цыліндраў. Увага:
Не дакранайцеся голымі рукамі да астуджаных сёдлаў.
(5) Давядзіце сядло да патрабаваных памераў шляхам фрэзеравання.
Увага: Пры апрацоўцы сядла фрэзай трымаеце дзяржальню прылады двума рукамі так, каб фрэза дакраналася па ўсёй акружнасці, і праводзіце апрацоўку за адзін прыём. Калі фрэза будзе прыціснута няправільна, ці ўсталёўвацца некалькі разоў, на сядле клапана могуць з'явіцца прыступкі.
(6) Выканайце прыцірку клапана пры дапамозе шліфавальнай пасты.
(7) Праверце стан пасадкі клапана.
Прамавугольнасць затамкавай спружыны
Прыстаўце затамкавую спружыну да кутка і, паварочваючы спружыну, вымерайце максімальнае адхіленне верхняй часткі спружыны ад кутка.
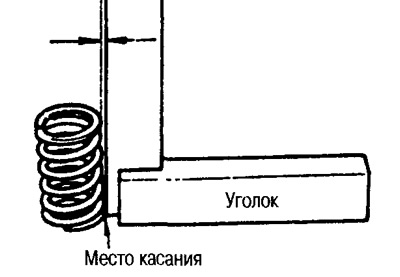
- Гранічная непрамавугольнасць: 2,1 мм
Свабодная даўжыня спружыны, ціск сціску спружыны
Вымярэнні праводзяцца з дапамогай спецыяльнага тэстара для затамкавых спружын.
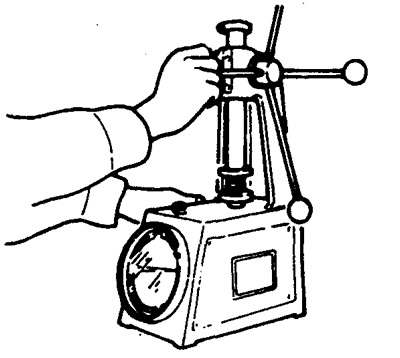
Стандартныя параметры спружын (мм):
