A hengerfej vetemedése
Hat irányban, több ponton ellenőrizze, hogy nincs-e vetemedés a hengerfej alsó oldalán.
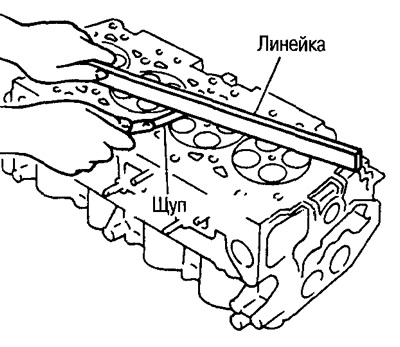
- Vetedéshatár: 0,04 mm
Szelepméretek
Mikrométerrel ellenőrizze a szelepek méretét.
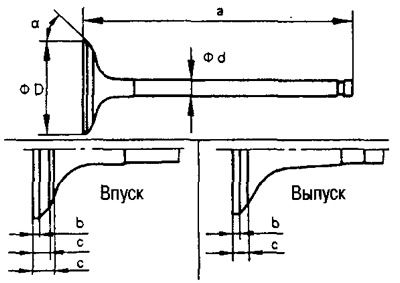
Szabványos szelepméretek (mm):

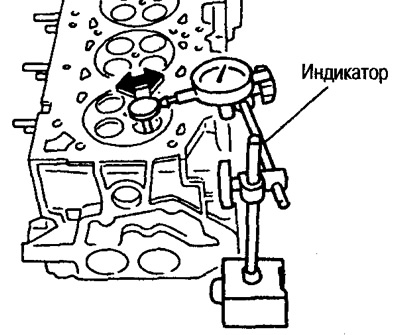
Szelepvezető hézag
Ezt az ellenőrzést a szelepvezető eltávolítása előtt kell elvégezni.
Ellenőrizze, hogy a szelepszár mérete a specifikáción belül van-e.
Nyomja be a szelepet az égéstérbe kb. 25 mm-re, billentse a szelepet az indikátor felé, és mérje meg a mozgás mértékét.
A szelepvezető hézaga a visszajelző értékének fele.
Szabványos távolság:
- Bemenet: 0,020-0,053 mm
- Kimenet: 0,040-0,073 mm
Határtávolság:
- Bemenet: 0,08 mm
- Kimenet: 0,1 mm
Szelepvezető csere
Szelepvezető cseréjekor nagyobb vezetőt szerelnek fel (0,2 mm-rel) javítási méret.
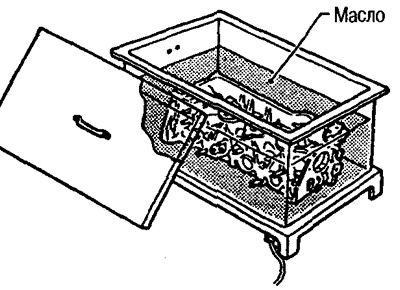
(1) Melegítse fel a hengerfejet 110-130°C-ra olajfürdőben.
(2) Üssük ki egy lyukasztóval a szelepvezetőt az égéstérből (6 mm átmérőhöz).
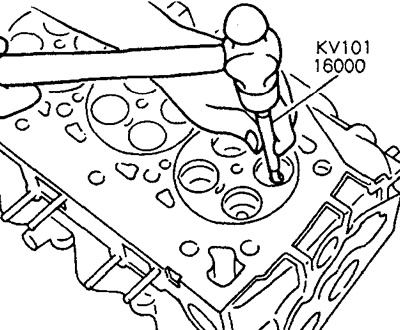
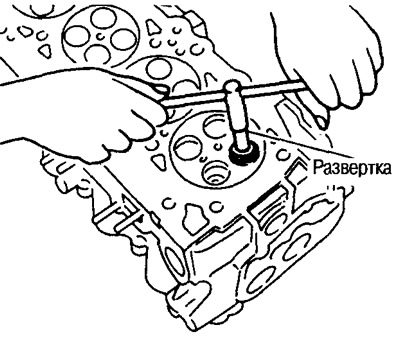
(3) Dörzsárral fejezze be a szelepvezető furatának felületét.
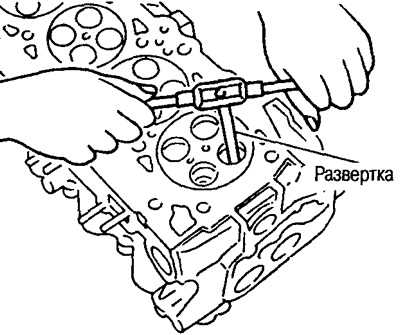
Szabványos dörzsáros furat átmérő:
- Bemenet és kimenet: 10,175-10,196 mm
(4) Melegítse fel a hengerfejet 110-130°C-ra olajfürdőben.
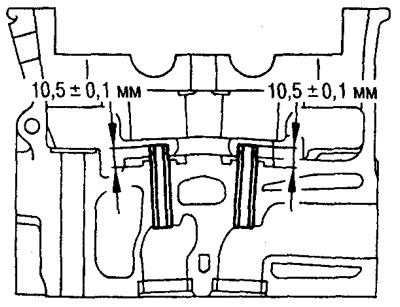
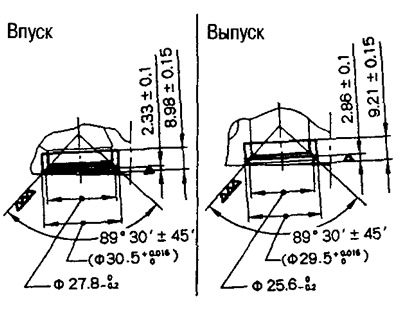
(5) Lyukasztóval vagy préssel (6 mm átmérőhöz) nyomja be a szelepvezetőt a vezérműtengely oldalán lévő furatba, hogy az ábrán látható méreteket kapja.
(6) A vezetőpersely megnyomása után készítse el a végső dörzsárat.
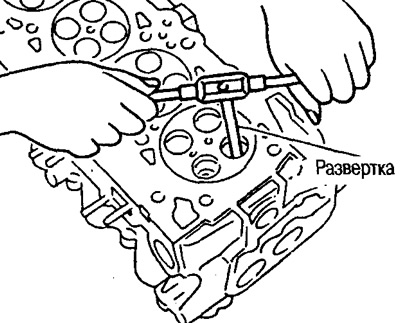
Normál furatátmérő a végső dörzsára után:
- Bemenet és kimenet: 6.000-6.018mm
Szelepülék érintkezési minta
Végezze el ezt az ellenőrzést, hogy megbizonyosodjon arról, hogy a szelepvezetők és maguk a szelepek megfelelő méretűek.
Vigyen fel piros PL-1 vezetéket az ülék és a szelep érintkezési felületeire, és ellenőrizze a szelep és az ülék egyenletességét az alkatrészek beszerelése során.
Győződjön meg arról, hogy a lenyomat folyamatosan fejlődik a teljes kerületen.
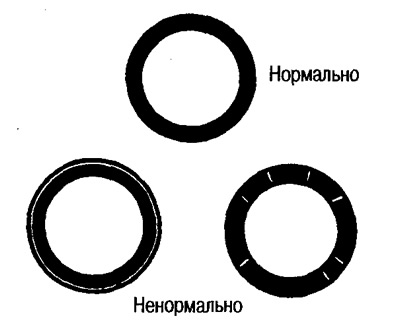
Ellenkező esetben csavarja be a szelepet, és ellenőrizze újra az illeszkedést. Ha az újbóli vizsgálat eredménye negatív, cserélje ki a szelepüléket.
Szelepülés csere
Szelepülék cseréjekor javítóüléket megnövelt (0,5 mm-rel) méret.
(1) Fúrja ki a régi ülést úgy, hogy a fal nagyon vékony legyen, majd távolítsa el.
(2) Dörzsölje be az ülésmélyedést a hengerfejben a következő méretekre.
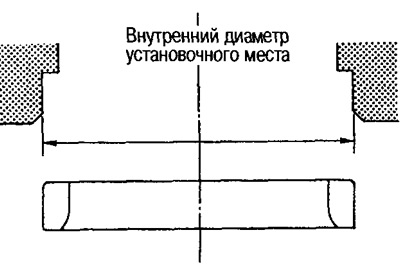
Standard méret dörzsárazás után:
- Szívó: 30.500-30.516mm
- Kimenet: 29.500-29.516 mm
(3) Melegítse fel a hengerfejet olajfürdőben 110-130°C-ra.
(4) Hűtse le a szelepüléket szárazjéggel, és nyomja be a hengerblokkba. Figyelem:
Ne érintse meg puszta kézzel a hideg nyergeket.
(5) Marással hozza az ülést a kívánt méretre.
Vigyázat: Ha vágóeszközzel vág egy ülést, mindkét kezével fogja meg a szerszám fogantyúját úgy, hogy a vágó a teljes kerületet érintse, és egy lépésben vágja el. Ha a vágót nem megfelelően nyomja meg, vagy többször állítja be, lépések jelenhetnek meg a szelepüléken.
(6) Kenje le a szelepet őrlőpasztával.
(7) Ellenőrizze a szelepülék állapotát.
Szeleprugó négyszögletessége
Helyezze a szeleprugót a szögbe, és forgassa el a rugót, hogy megmérje a rugó tetejének a szögtől való maximális eltérését.
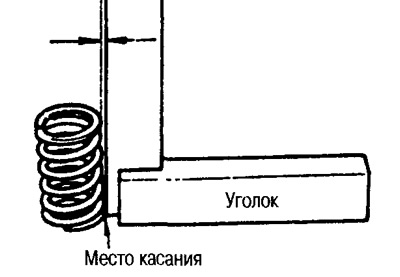
- Végső nem négyszögletesség: 2,1 mm
Rugómentes hosszúság, rugónyomás
A méréseket speciális szeleprugók teszterrel végzik.
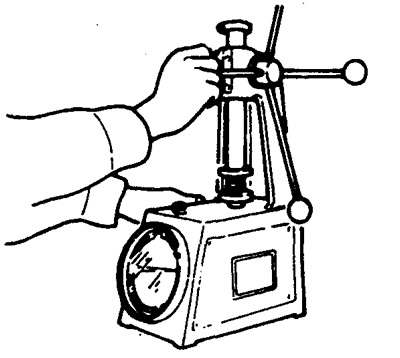
Normál rugóparaméterek (mm):
