Заўвага. Для выканання апісваных ніжэй працэдур спатрэбіцца наступнае адмысловае абсталяванне: прылада для сціску затамкавых спружын, мікраметр, цыферблатны вымяральнік плунжерного тыпу і вымяральнік плоскаснасці (рабро сталёвай лінейкі).
Зняцце
Заўвага. Галоўка цыліндраў у прынцыпе можа быць знята ў зборы з впускным трубаправодам і выпускным калектарам, аднак з прычыны значнасці масагабарытных характарыстык такой зборкі складальнікі дадзенага Кіраўніцтва рэкамендуюць прытрымлівацца выкладзенага ніжэй парадку выканання працэдуры.
1. Адлучыце адмоўны провад ад батарэі.
2. Паклапаціцеся пра абарону лакафарбавага пакрыцця навакольных рухальны адсек кузаўных панэляў.
3. Апаражніце сістэму астуджэння.
4. Зніміце паветраачышчальнік.
5. Зніміце зборку прывада клапанаў, впускной трубаправод і выпускны калектар.
6. Зніміце газаразмеркавальны рамень.
Заўвага. У пазбяганне дэфармацыі галоўкі цыліндраў аддавайце ніты яе мацавання на гарачым рухавіку.
7. Аддайце заднія вуглавыя і пярэдні вуглавы балты галоўкі цыліндраў.
8. Дзейнічаючы ў парадку, зваротным парадку зацягвання, паступова прыслабце балты мацавання галоўкі.
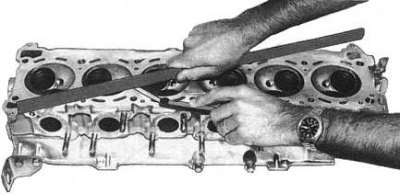
9. З дапамогай асістэнта зніміце галоўку цыліндраў з рухавіка, імкнучыся не пашкодзіць яе спалучаную паверхню.
Заўвага. Не дапушчайце пракручванні рухавіка пасля здымання з яго галоўкі цыліндраў. Запомніце становішча накіравальнага штыфта размеркавальнага вала - ён павінен знаходзіцца ў верхняй кропцы эпюры свайго ходу. Ўстаноўка галоўкі з няправільна павернутым размеркавальным валам прывядзе да пашкоджання клапанаў і поршняў.
Усталяванне
Устаноўка праводзіцца ў зваротным парадку.
1. Пераканайцеся ў абсалютнасці чысціні спалучаных паверхняў галоўкі і блока цыліндраў.
2. Праверце плоскаснасць галоўкі (гл. суправаджальную ілюстрацыю). У выпадку неабходнасці выканайце яе праточку, або заменіце.
3. Аналагічнай выявай праверце плоскаснасць спалучанай паверхні блока цыліндраў. У выпадку неабходнасці зніміце рухавік і аддайце блок у проточку.
4. Абкладзеце на блок цыліндраў пракладку галоўкі, прасачыўшы за правільнасцю размяшчэння ўсіх яе адтулін.
5. Усталюйце галоўку на сваё месца на блок цыліндраў, злёгку вышмаруйце разьбы і шайбы нітаў і ўкруціце крапеж.
Заўвага. Шайбы нітаў мацавання галоўкі павінны ўсталёўвацца фаскамі да галоўак нітаў.
6. Вольна ўкруціце кутнія балты.
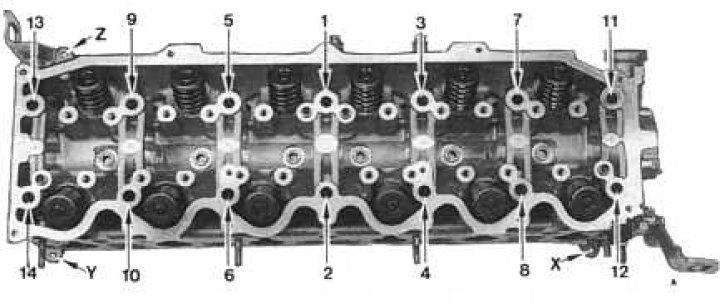
7. Зацягніце крапеж у парадку, паказаным на суправаджальнай ілюстрацыі.
Заўвага. Вуглавыя балты X, Y і Z зацягваюцца пасля завяршэння зацягвання асноўнага крапяжу! Пры гэтым:
- Далей зацягніце іх з намаганнем 78 Нм;
- Цалкам прыслабце балты ў зваротным парадку;
- Зноў зацягніце іх з намаганнем 29 Нм;
- Зацягніце ніты з высілкам 78÷88 Нм, альбо (што пераважней) з дапамогай кутамера яшчэ на 100÷105°
8. Зацягніце вуглавыя балты галоўкі з намаганнем 9÷12 Нм.
9. Усталюйце на месца зборку прывада клапанаў, а таксама впускной трубаправод і выпускны калектар.
10. Надзеньце газаразмеркавальны рамень.
11. Запраўце сістэму астуджэння.
12. Запусціце рухавік і праверце яго на ўцечкі.
Разборка
Заўвага. Выкананне капітальнага рамонту галоўкі цыліндраў патрабуе выкарыстання спецыяльнага абсталявання. Набыццё ці арэнда такога абсталявання звычайна аказваюцца эканамічна невыгоднымі пры рамонце толькі адной галоўкі. З прычыны вышэйсказанага мэтазгодна будзе даручыць выкананне капітальнага рамонту галоўкі цыліндраў адмыслоўцам майстэрні дылерскага аддзялення кампаніі-вытворцы аўтамабіля, альбо станцыі тэхабслугоўвання. У некаторых фірмовых майстэрнях можна на абменнай аснове набыць зменную адноўленую галоўку, што дазваляе значна скараціць час прастою аўтамабіля.
1. Зніміце галоўку цыліндраў з рухавіка.
2. Зніміце размеркавальнік.
3. Заблакаваўшы пры дапамозе прыдатнай прылады зубчастае кола размеркавальнага вала, аддайце ніты яго мацавання.
Заўвага. Прылада павінен уводзіцца ў зачапленне з перадпакоя часткай кола, а ні ў якім разе не з яго зубцамі!
4. Зніміце зубчастае кола з цапфы размеркавальнага вала.
5. Аддайце балты мацавання ўпартай пласціны размеркавальнага вала, затым асцярожна, імкнучыся не пашкодзіць падшыпнікі ў галоўцы, выміце з яе вал. Размеркавальны вал і кампаненты яго прывада паказаны на суправаджальнай ілюстрацыі.
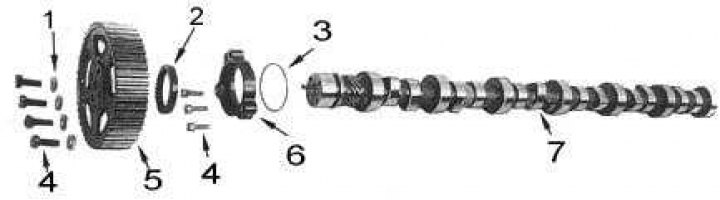
1 - шайбы; 2 - сальнік; 3 - ушчыльняльнае кольца; 4 - балты; 5 - зубчастае кола; 6 - упартая пласціна; 7 - размеркавальны вал
6. Перад здыманнем клапанаў выдаліце вугальныя адклады са сценак камер згарання, - гэта дапаможа пазбегнуць пашкоджанні клапанаў і іх сёдлаў.
7. Абкладзеце галоўку на бок. Пры дапамозе адмысловай прылады сцісніце затамкавую спружыну.
8. Выміце з талеркі затамкавых спружын два сухары разрезного замка (кампаненты клапанаў паказаны на суправаджальнай ілюстрацыі).
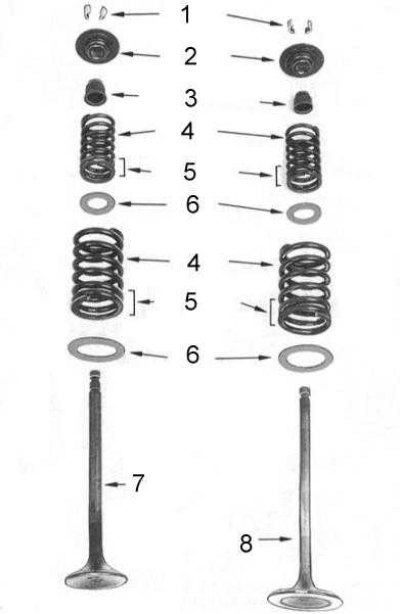
1 - сухары; 2 - талеркі спружын; 3 - маслоотражательные каўпачкі; 4 - спружыны; 5 - віткі з скарочаным крокам; 6 - сядла спружын; 7 - выпускны клапан; 8 - впускной клапан
Заўвага. Пры ўзнікненні цяжкасцяў падчас вымання сухароў з талеркі затамкавых спружын рэзка пастукаеце па боку талеркі дзяржальняй малатка.
9. Адпусціце прыладу і зніміце талерку і спружыны.
10. Надфілем выдаліце з краёў канаўкі пад усталёўку сухароў усе бачныя дробныя дэфекты ў выглядзе задзірын і задиров, затым выміце з галоўкі цыліндраў клапан.
11. Дзейнічаючы ў апісаным парадку, зніміце пакінутыя клапаны з іх камплектуючымі. Складайце кампаненты ў парадку ўсталёўкі іх на рухавіку.
Заўвага. Для спарадкаванага складавання клапанаў выдатна падыдзе рэйка з дванаццаццю пранумараванымі адтулінамі, у якія і варта ўтыкаць стрыжнямі клапаны па парадку іх усталёўкі ў галоўцы.
12. Асцярожна поддевая, зніміце са стрыжняў клапанаў маслоотражательные каўпачкі. Выкіньце іх.
Чыстка і праверка стану галоўкі і яе кампанентаў
1. Старанна ачысціце клапаны, адбракуйце дэфектныя (з прагарамі, расколінамі і дэфармацыяй стрыжняў).
2. Асцярожна выдаліце назапашаныя адклады з прыёмных і выпускных партоў галоўкі, стрыжняў клапанаў і іх накіроўвалых утулак. Паспрабуйце не пашкодзіць спалучаныя паверхні.
3. Ачысціце спалучаную паверхню галоўкі, каналы вадзяной кашулі, апору і гняздо ўстаноўкі тэрмастата.
4. Вымыйце галоўку цыліндраў у газе, прамыйце вадой са шланга, затым старанна прасушыце, каб пазбегнуць развіцця карозіі.
5. Усталюйце кожны клапан у адпаведную накіроўвалую. Падніміце клапан так, каб тарэц яго стрыжня апынуўся ў 30 мм над тарцом накіравальнай утулкі. Замацуеце цыферблатны вымяральнік такім чынам, каб яго плунжер упёрся ў утваральную паверхню хваставік стрыжня клапана.
6. Пакалыхаўшы стрыжань клапана ў папярочным напрамку паралельна плоскасці размяшчэння каромысла, вызначыце велічыню яго бакавога люфту. Калі вынік вымярэння перавысіць 0.2 мм, вымерайце ўнутраны дыяметр накіроўвалай утулкі і дыяметр стрыжня, параўнайце вынікі вымярэнняў з патрабаваннямі табліц памераў і рэгуляванняў, заменіце празмерна зношаныя кампаненты. Паўторыце працэдуру праверкі для ўсіх пакінутых клапанаў.
Заўвага. Зняцце і ўсталёўка накіроўвалых утулак клапанаў патрабуюць прагрэву галоўкі цыліндраў да тэмпературы 150°÷160°З, акрамя таго пры ўсталёўцы ўтулкі павінны быць правільнай выявай раззенкаваны, з прычыны чаго складальнікі дадзенага Кіраўніцтва рэкамендуюць даручыць выкананне дадзенай працы адмыслоўцам майстэрні аўтасэрвісу.
7. Пры наяўнасці прыкмет уцечак або разбурэнні матэрыялу ў выніку старэння, заменіце сферычныя заглушкі вадзяной кашулі галоўкі цыліндраў.
8. Праверце плоскаснасць спалучаных паверхняў галоўкі і блока цыліндраў. У выпадку неабходнасці зрабіце праточку.
9. Агледзіце кулачкі і падшыпнікавыя паверхні размеркавальнага вала на наяўнасць прыкмет зносу і пашкоджанняў.
10. Абкладзеце размеркавальны вал цапфамі ў V-вобразныя блокі і пры дапамозе цыферблатнага вымяральніка ацаніце яго біццё ў раёне размяшчэння цэнтральнага падшыпніка. Калі біццё перавышае дапушчальнае значэнне (гл. табліцы памераў і рэгуляванняў у канцы Кіраўніцтвы), заменіце вал.
11. Вымерайце дыяметр падшыпнікавай шыйкі і вышыню ўздыму кулачка размеркавальнага вала параўнайце вынікі з нарматыўнымі патрабаваннямі (гл табліцы памераў і рэгуляванняў у канцы Кіраўніцтва). У выпадку выяўлення прыкмет празмернага зносу заменіце вал.
12. Вымерайце ўнутраны дыяметр падшыпніка размеркавальнага вала ў галоўцы цыліндраў. Параўнайце вынік з дыяметрам падшыпнікавай шыйкі вала. Калі велічыня зазору перавышае дапушчальнае значэнне (гл табліцы памераў і рэгуляванняў у канцы Кіраўніцтва), заменіце галоўку.
13. Для вымярэння восевага люфту ўсталюеце размеркавальны вал і яго ўпартую пласціну ў галоўку цыліндраў. Замацуеце цыферблатны вымяральнік насупраць пярэдняга тарца вала. Пстрыкніце вал да ўпора наперад, затым цалкам адвядзіце яго назад і лічыце сведчанні стрелочного індыкатара. Калі велічыня восевага люфта перавышае дапушчальнае значэнне (гл табліцы памераў і рэгуляванняў у канцы Кіраўніцтва), заменіце упартую пласціну.
Аднаўленне працоўных паверхняў клапанаў і іх сёдлаў
Заўвага. Дадзеная праца павінна быць даручана кваліфікаванаму спецыялісту, які мае неабходныя інструменты. Звернецеся за дапамогай у майстэрню аўтасэрвісу.
1. Пратачыце талерку кожнага клапана пад патрабаваным кутом (гл табліцы памераў і рэгуляванняў у канцы Кіраўніцтва). У выпадку неабходнасці звастрыце на плоскасць тарэц стрыжня клапана (але не здымайце больш 0.2 мм матэрыялу).
2. Замерце шырыню цыліндрычнай часткі (паяску) талеркі клапана. Калі яна ўжо мінімальнай дапушчальнай мяжы (гл табліцы памераў і рэгуляванняў у канцы Кіраўніцтвы), клапан падлягае замен.
3. Праверце стрыжань клапана на наяўнасць прыкмет выгібу. У выпадку выяўлення такога заменіце клапан.
4. Пры праточцы сёдлаў клапанаў выкарыстоўвайце спецыяльныя накіроўвалыя для разца. У выніку апрацоўкі павінна быць атрымана гладкая непарыўная працоўная фаска. Празмерна зношаныя сядлы падлягаюць замене.
5. Па завяршэнні апрацоўкі сёдлаў шырыня іх працоўных фасак павінна адпавядаць нарматыўным патрабаванням, якія розныя для впускных і выпускных клапанаў (гл табліцы памераў і рэгуляванняў у канцы Кіраўніцтва).
6. Для праверкі развітасці плямы кантакту вышмаруйце працоўную паверхню талеркі клапана берлінскай блакітам, затым усталюеце клапан у галоўку і паварочвайце, прыціснуўшы да сядла. Пасля адрыву талеркі клапана на працоўнай фаску сядла павінна ўтварыцца раўнамернае непарыўнае кольца, кааксіяльнае восі сядла. Праверце аналагічнай выявай якасць апрацоўкі ўсіх клапанаў/сёдлаў.
Праверка стану затамкавых спружын
1. Вымерайце свабодную даўжыню затамкавых спружын. Параўнайце вынікі вымярэнняў з нарматыўнымі патрабаваннямі (гл табліцы памераў і рэгуляванняў у канцы Кіраўніцтва).
2. Праверце спружыны на наяўнасць прымет дэфармацыі.
3. Калі спецыяльнай дыягнастычнай прылады пад рукой няма, параўнайце даўжыню нагружанай спружыны з такой для новай спружыны. Для гэтага спрэчкі спружыны тарцамі сябар у сябра, праклаўшы паміж імі плоскую пласціну або шайбу, затым сцісніце зборку ў цісках. Пасля звесткі губак ціскоў прыблізна на 13 мм даўжыня спраўнай спружыны не павінна адрознівацца ад даўжыні новай больш за на 5%. У выпадку неабходнасці заменіце спружыну.
Зборка галоўкі цыліндраў
1. Зборка праводзіцца ў парадку, зваротным парадку дэмантажу.
2. Перад пачаткам зборкі пераканайцеся ў абсалютнасці чысціні партоў і затамкавых сёдлаў - на іх паверхнях не павінна заставацца ніякіх слядоў старонніх матэрыялаў. Злёгку вышмаруйце алеем накіравальныя ўтулкі клапанаў і ўсталюеце сёдлы спружын.
3. Надзеньце на накіравальныя клапанаў сядла спружын і новыя маслоотражательные каўпачкі прасочыце за надзейнасцю пасадкі каўпачкоў.
Заўвага. Ужываецца два тыпу маслоотражательных каўпачкоў. На впускные клапаны ўсталёўваюцца каўпачкі, узмоцненыя металічнымі ўстаўкамі і для іх пасадкі варта скарыстацца адрэзкам трубкі або зменнай галоўкай прыдатнага дыяметра. Каўпачкі выпускных клапанаў абсталяваны металічным кольцам у падставе і могуць быць пасаджаныя на ўтулку пальцамі.
4. Пры ўсталёўцы клапанаў паспрабуйце не пашкодзіць іх стрыжні.
5. Устанавіце затамкавыя спружыны. Звярніце ўвагу, што спружыны выпускных клапанаў першага, другога і трэцяга цыліндру завіты ў напрамку, процілеглым астатнім. Таксама памятаеце, што ўсе спружыны павінны ўсталёўвацца віткамі з скарочаным крокам (звычайна пафарбаваны) да галоўкі цыліндраў.
6. Усталюйце талерку затамкавых спружын і сцісніце спружыны адмысловай прыладай.
7. Устаўце ў канаўку на стрыжні сухары разрэзнага замка і адпусціце прыладу. Злёгку абстукаеце тарэц стрыжня малатком з мяккім байком для ўсаджвання сухароў у талерцы. Паўторыце працэдуру для пакінутых клапанаў.
8. Устанавіце на месца размеркавальны вал. Паспрабуйце не пашкодзіць уздымамі кулачкоў падшыпнікі.
9. Усталюйце ўпартую пласціну размеркавальнага вала з новым ушчыльняльным кольцам. Зацягніце крапежныя ніты з патрабаваным высілкам.
10. Вышмаруйце новы сальнік размеркавальнага вала чыстым рухальным алеем і пры дапамозе падыходнай прылады пасадзіце сальнік губкамі ў бок размеркавальнага вала.
11. Сумясціце адтуліну ў зубчастым коле вала з накіроўвалым штыфтам размеркавальнага вала і надзеньце кола на вал.
12. Укруціце ніты мацавання зубчастага кола, не забыўшыся падкласці пад іх шайбы. Шайбы павінны ўсталёўвацца фаскамі на сваіх унутраных баках да галоўак нітаў.
13. Заблакуйце зубчастае кола размеркавальнага вала падыходнай прыладай і зацягніце крапежныя ніты з патрабаваным высілкам.
14. Усталюйце на свае месцы астатнія кампаненты, знятыя падчас дэмантажу галоўкі.