Белешка. Стандардне вредности за све провере дате су у одељку «Сервисни подаци и спецификација» на крају поглавља.
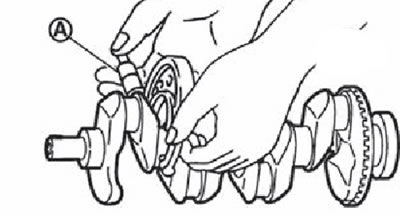
Провера аксијалног зазора радилице
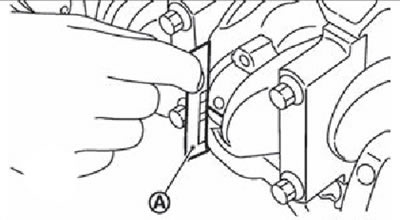
Коришћење индикатора за бирање (А), измерите аксијални зазор радилице тако што ћете одвијачем померати радилицу напред и назад до краја.
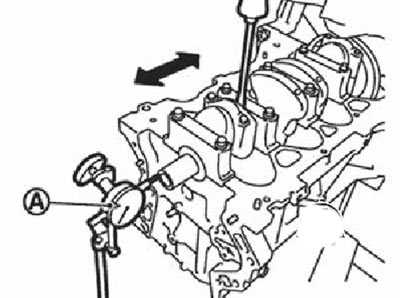
Ако добијена вредност прелази максималну дозвољену вредност, замените потисне полупрстенове и поново измерите. Ако крајњи зазор и даље прелази границу, замените радилицу новом.
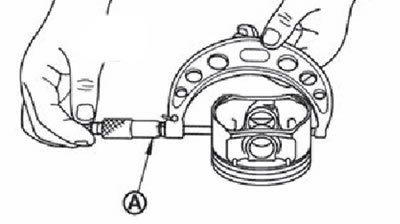
Провера бочног зазора клипњаче
Измерите бочни зазор између клипњаче и мреже радилице помоћу сета равних мерача (А).
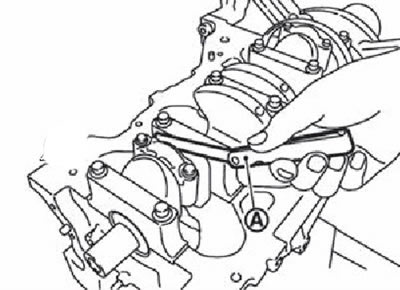
Ако добијена вредност прелази границу, замените клипњачу и поново измерите. Ако зазор и даље прелази границу, замените радилицу.
Размак између клипа и клипног клипа
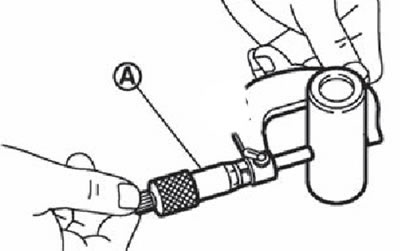
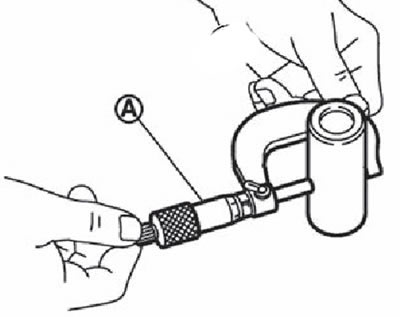
Пречник отвора клипног клипа
Коришћењем микрометра (А), измерите унутрашњи пречник отвора клипног клипа.
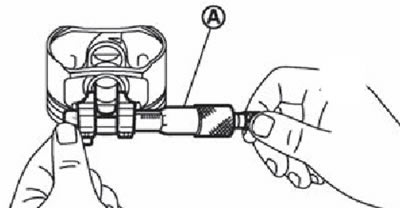
Спољни пречник клипне игле
Микрометар (А) измерите спољашњи пречник клипне осовине.
Размак између клипа и клипа
(Размак између клипа и клипног клипа) = (Пречник отвора клипа) - (Пречник клипа)
Ако добијена вредност зазора није тачна, замените клип и клипну осовину у комплету.
Белешка.
- Када замењујете клип склопом клинова, пратите информације о избору клипа (види доле).
- Само клипни клинови се разликују у групама величина (рупе у клипу), селективно изабран у фабрици. Не постоје групе величина за клипне клинове доступне као резервни делови (испоручује се само група величине "нула").
Бочни зазор клипног прстена
Измерите зазор између клипних прстенова и жлебова на клипу користећи сет равних мерача (А).
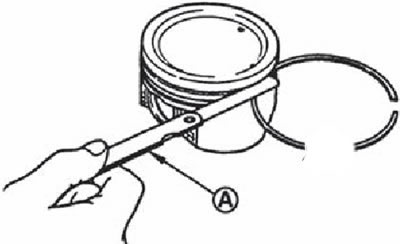
Ако добијена вредност прелази границу, замените клипни прстен и поново измерите. Ако зазор и даље прелази границу, пробушите цилиндар и користите клип и клипне прстенове превелике величине.
Размак клипног прстена
Проверите да ли је пречник унутрашњег отвора цилиндра у оквиру спецификације (погледајте Зазор клипа до цилиндра испод).
Подмажите клип (1) и клипни прстен (2) свеже моторно уље, а затим помоћу клипа гурните клипни прстен (А) до средине цилиндра (ИН), и измерите зазор у брави клипног прстена са равним мерачем (ВИТХ).
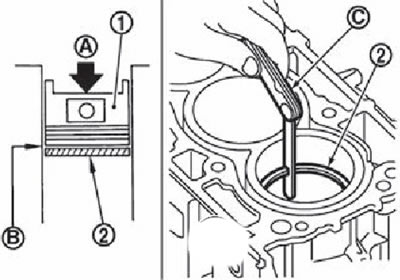
Ако измерена вредност прелази граничну вредност, замените клипни прстен и измерите поново. Ако мерење и даље прелази границу, пробушите отвор цилиндра и користите клипове и клипне прстенове великих димензија.
Савијање и увртање клипњаче
Проверите геометријске параметре клипњаче помоћу посебно дизајнираног постоља.
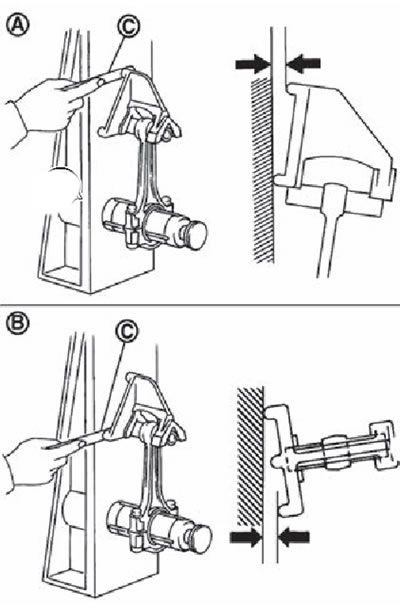
А. Бенд.
Б. Торзија.
Ц. Комплет равних пипа.
Ако добијени параметри прелазе максимално дозвољене вредности, замените клипњачу новом.
Пречник клипњаче
Поставите поклопац клипњаче (1) без лежаја клипњаче и затегните завртње клипњаче наведеним моментом.

1. Поклопац клипњаче.
2. Клипњача.
Измерите унутрашњи пречник доњег краја клипњаче помоћу унутрашњег мерача.
Ако добијена вредност прелази границу, замените склоп клипњаче.
Зазор у горњој глави клипњаче
Унутрашњи пречник чауре клипњаче
Коришћењем микрометра са унутрашњим мерачем (А), измерите унутрашњи пречник чауре клипњаче.
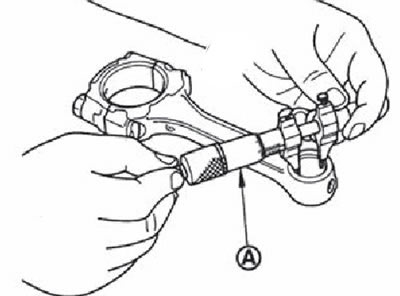
Спољни пречник клипне игле
Микрометар (А) измерите спољашњи пречник клипне осовине.
Горњи крај
(Зазор у горњој глави клипњаче) = (Унутрашњи пречник чауре клипњаче) - (Спољни пречник клипне осовине)
Ако добијена вредност зазора није тачна, замените склоп клипњаче и/или склоп клипа и клипне осовине.
Када замењујете клип склопом клинова, пратите информације о избору клипа (види доле).
Приликом замене клипњаче пратите информације о избору лежајева клипњаче (види доле).
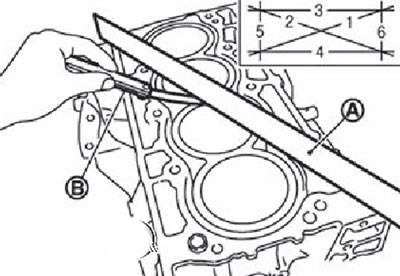
Неравнина горње површине блока цилиндра
Помоћу стругача уклоните преосталу заптивку са горње површине блока цилиндра, а такође очистите површине од уља, наслага угљеника и других загађивача.
Пажња. Пазите да не дозволите да остаци заптивке уђу у канале за уље и расхладну течност у блоку цилиндра.
Са равналом (А) и сет равних сонди (ИН) измерити равност површине блока цилиндра у неколико тачака у шест праваца.
Ако измерена вредност није тачна, замените главу цилиндра новом.
Унутрашњи пречник лежишта главних лежајева
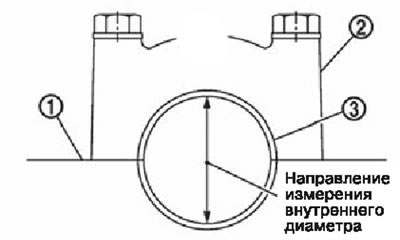
Уградите капице главних лежајева без шкољки и затегните монтажне завртње на наведени обртни момент.
Измерите унутрашњи пречник лежишта главног лежаја помоћу мерача проврта.
Мерење се врши у равни приказаној на слици (5 мм од предње ивице лежишта главног лежаја) у два правца. За анализу изаберите најмању од две добијене вредности пречника.
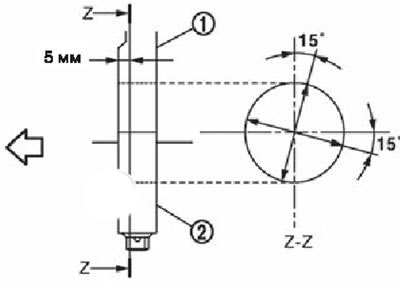
1. Блок цилиндра.
2. Капица главног лежаја.
Стрелица показује према предњем делу мотора.
Ако добијена вредност није тачна, замените блок цилиндра склопом капице главног лежаја.
Белешка. Поклопци главних лежајева не подлежу посебној замени, јер су избушени заједно са блоком цилиндра.
Зазор између клипа и цилиндра
Отвор цилиндра
Користећи чељуст (А), измерите пречнике отвора цилиндра у различитим равнима и правцима да бисте одредили количину хабања, овалност и конус цилиндра (правцима «X» И «Y» у авионима «А», «ИН» И «ВИТХ»; «Y» - уздужни правац у односу на мотор).
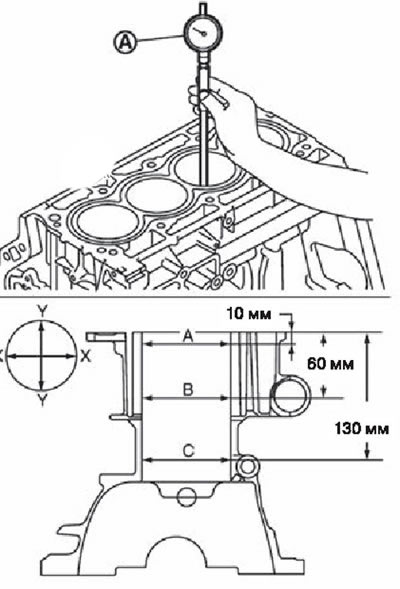
Белешка. Да бисте одредили групу величина отвора цилиндра, измерите пречник цилиндра у правцу «X» у равни «ИН».
Ако добијене вредности премашују максимално дозвољене вредности, или ако на огледалу цилиндра има огреботина и/или неравнина, замените блок цилиндра новим.
Белешка. Употреба превеликих клипова није дозвољена.
Пречник сукње клипа
Микрометар (А) измерите спољашњи пречник сукње клипа.
Размак између клипа и цилиндра
Користећи измерене вредности пречника цилиндра и сукње клипа, израчунајте вредност зазора (правац "Кс", авиони "Б").
(Гап) = (Пречник цилиндра) - (Пречник сукње).
Ако је добијена вредност већа од граничне вредности, замените склоп клипа и клипа и/или блок цилиндра.
Пречник рукавца радилице
Микрометром измерите спољашњи пречник лежаја радилице (А).
Ако добијена вредност није тачна, измерите зазор главног лежаја и користите превелике шкољке главног лежаја.
Пречник клипњаче радилице
Измерите спољни пречник рукавца радилице помоћу микрометра.
Ако је добијена вредност ван спецификације, измерите зазор у лежају клипњаче и користите превелике лежајеве клипњаче.
Овалност и конус рукаваца радилице
Користећи микрометар, измерите пречник сваке главне и клипњаче у четири тачке на рукавцу радилице као што је приказано на слици.
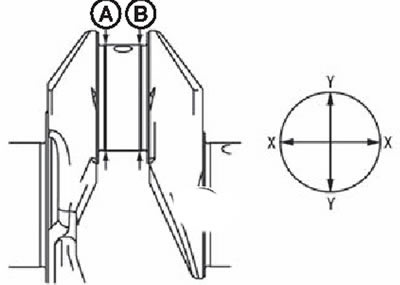
Ванокруглост се дефинише као разлика у пречнику између праваца «X» И «Y» у авионима «А» И «ИН».
Конус се дефинише као разлика у пречнику између равни «А» И «ИН» у правцима «X» И «Y».
Ако добијене вредности премашују максимално дозвољене вредности, поново избрусите или замените радилицу.
Након поновног брушења, измерите зазоре у главном и клипњачком лежају, а затим изаберите облоге главног и/или лежаја клипњаче.
Истицање радилице
Уградите призме али плочицу за означавање и ставите радилицу на призме.
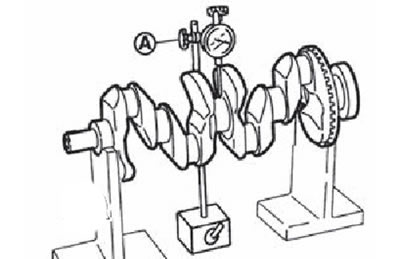
Инсталирајте индикатор на средњем главном дневнику (№ 3).
Ротирајући радилицу, измерите отпуштање радилице дуж средњег главног врата (пуна амплитуда кретања стрелице).
Ако добијена вредност прелази границу, замените радилицу новом.
Зазор у лежајевима клипњаче
Дефиниција процењеног клиренса
Уградите лежајеве клипњаче (2) у клипњачу (3) и поклопац клипњаче (1), затим затегните завртње клипњаче на наведени обртни момент.

1. Поклопац клипњаче.
2. Клипњача.
Користећи микрометар са унутрашњим мерачем, измерите унутрашњи пречник рупе на доњем крају клипњаче.
(Гап) = (Пречник отвора клипњаче) - (Пречник радилице)
Ако зазор премашује максималну дозвољену вредност, изаберите одговарајуће лежајеве клипњаче на основу пречника рупе у доњој глави клипњаче, пречника рукавца клипњаче и потребног зазора уља.
Мерење зазора са жицом мерача
Темељно обришите врат клипњаче радилице и лежајеве клипњаче.
Измерите и исеците калибрисану Пластигаге пластичну жицу на дужину нешто мању од ширине кошуљице и поставите је дуж врата, али не преко отвора за уље.
Уградите лежајеве клипњаче у клипњачу и у поклопац клипњаче, затегните матице на наведени обртни момент.
Пажња. Не окрећите радилицу.
Скините поклопац клипњаче са чауром и измерите ширину жице у најспљоштенијем делу, а затим помоћу скале мерача одредите вредност радијалног зазора уља.
Белешка. Ако је зазор већи од максималног, предузете мере су исте као у случају методе прорачуна.
Зазор у главним лежајевима
Дефиниција процењеног јаза
Уградите шкољке главних лежајева (3) у блок цилиндара (1) и поклопац главног лежаја (2), затим затегните завртње поклопца на наведени момент затезања.
Измерите унутрашњи пречник главног лежаја помоћу мерача проврта.
(Зазор у главном лежају) = (Унутрашњи пречник главног лежаја) - (Пречник рукавца радилице)
Ако добијена вредност премашује максималну дозвољену вредност, изаберите одговарајући пречник шкољки главног лежаја и главних рукаваца радилице да бисте обезбедили неопходан зазор у главним лежајевима.
Мерење зазора са жицом мерача
Темељно очистите рукавац радилице и шкољке главног лежаја.
Измерите и исеците калибрисану Пластигаге пластичну жицу на дужину нешто мању од ширине кошуљице и поставите је дуж врата, али не преко отвора за уље.
Уградите шкољке главног лежаја у блок цилиндра и поклопац главног лежаја, притегните монтажне завртње на наведени обртни момент.
Пажња. Не окрећите радилицу.
Скините поклопац главног лежаја са чауром и измерите ширину жице у најспљоштенијем делу, а затим одредите вредност радијалног зазора уља помоћу скале.

Белешка. Ако је зазор већи од максималног, предузете мере су исте као у случају методе прорачуна.
Висина избочине шкољке главног лежаја
Након уклањања поклопца корена са облогом (1), чији су завртњи затегнути одређеним обртним моментом, крај чауре мора да вири (ИН) изнад конектора за кревет.
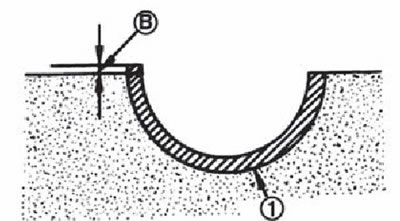
Ако нема избочина, замените лежајеве.
Висина избочине клипног лежаја
Након уклањања поклопца клипњаче са лежајем (1) (вијци клипњаче су затегнути наведеним моментом) крај уметка треба да вири (ИН) изнад конектора за кревет.
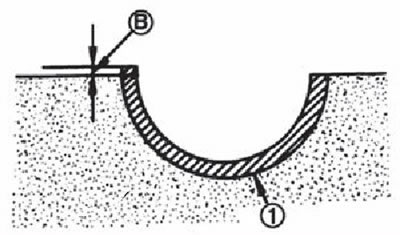
Ако нема избочина, замените лежајеве.
Спољни пречник вијака поклопца главног лежаја
Измерите спољни пречник ("d1", "d2") у две тачке као што је приказано на слици.
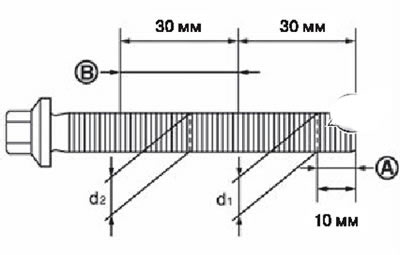
О: Мерна тачка "д1".
Б: фино мерење "д2".
Ако до стањивања вијака дође не у тачки "д2" назначеној на слици, већ у другој тачки, онда се ова тачка мора сматрати "д2".
Белешка. Максимална дозвољена разлика ("d1"-"d1"): 0,15 мм.
Ако разлика између два пречника прелази границу, замените вијак поклопца главног лежаја новим.
Спољни пречник вијака клипњаче
Измерите спољни пречник «d» у тачки назначеној на слици.
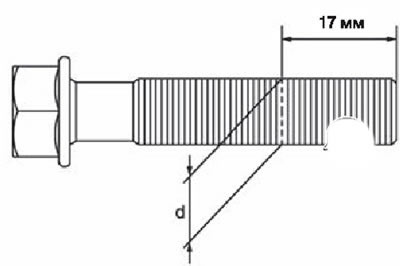
Ако се стањивање завртња дешава не у тачки "д1" приказаној на слици, већ у другој тачки, онда се ова тачка мора сматрати као "д1".
Белешка. Максимални дозвољени пречник: 7,75 мм.
Ако добијена вредност пречника клипњаче вијка прелази максимално дозвољену вредност (вијак је претанак), замените вијак клипњаче новим.
Зачепљење или оштећење филтера за уље система за контролу времена усисног вентила
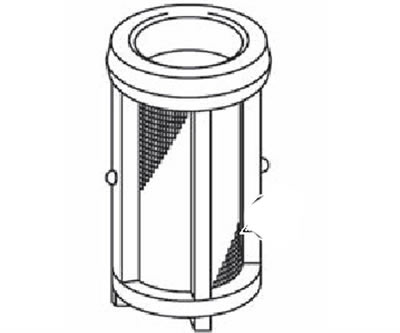
Проверите филтер за уље на страни материјал и проверите да ли је зачепљен. Очистите филтер ако је потребно.
Проверите филтер за уље да ли је оштећен. Замените ако је потребно.
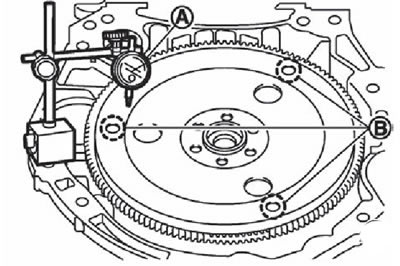
Деформација замајца (модификације са ручним мењачем)
Са индикатором бирања (А) измерити количину деформације контактне површине замајца (окрените замајац).
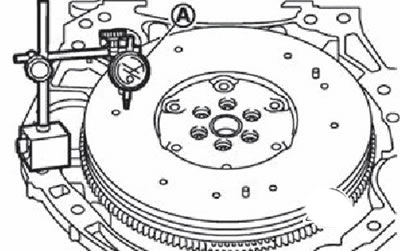
Белешка.
- Мерење се врши на пречнику од 210 мм.
- Максимална дозвољена деформација контактне површине замајца: не више од 0,45 мм.
Ако измерена вредност није тачна, замените замајац.
Ако се на површини пронађу знаци паљења или промене боје, уклоните их брусним папиром.
Пажња. Не дозволите да магнат буде у непосредној близини током мерења (на постољу индикатора бројчаника) са импулсним диском на задњој страни радилице.
Игра замајца (модификације са ручним мењачем)
Пажња. Не растављајте замајац са двоструким масама.
Рад замашњака у аксијалном правцу (напред-назад)
Измерите аксијални зазор (напред-назад) при примени силе од 100 Н (10,2 кг) у радијусу од 125 мм од центра замајца.
Белешка. Стандардна вредност аксијалног зазора: не више од 1,8 мм.
Ако добијена вредност није тачна, замените замајац новим.
Игра по ободу (увијање)
Проверите количину зазора око обима:
1. Уметните вијак за монтажу потисне плоче квачила (1) у монтажни отвор и поставите момент кључ (А) дуж средишње линије замајца (2).
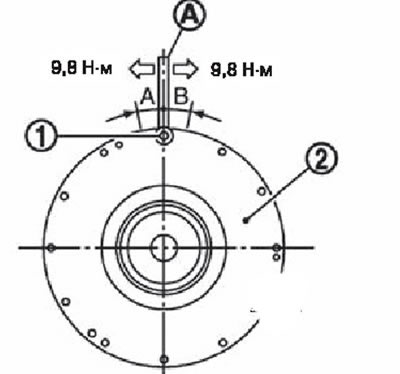
Белешка. Затегните завртањ на обртни момент од 9,8 Нм да бисте спречили да се ненамерно окреће.
2. Направите ознаке за поравнање око обима две масе замајца без икаквог оптерећења.
3. Примењујући силу од 9,8 Нм у сваком правцу и забележите вредност у односу на померање маса на страни мењача.
4. Измерите количину релативног померања «А» И «ИН» око замајца на страни мењача.
Белешка. Максимална дозвољена вредност: не више од 33,2 мм.
Ако измерена вредност није тачна, замените замајац новим.
Деформација диска погона (модификације варијатора)
Измерите количину деформације контактне површине погонског диска помоћу индикатора бројчаника (А) (ротирати погон).
Белешка.
- Мерење се врши у области ограниченој пречником од 12,4 мм и 20,0 мм око рупе (ИН).
- Максимална дозвољена вредност деформације: на белом 0,35 мм.
Ако измерена вредност није тачна, замените погонски диск новим.