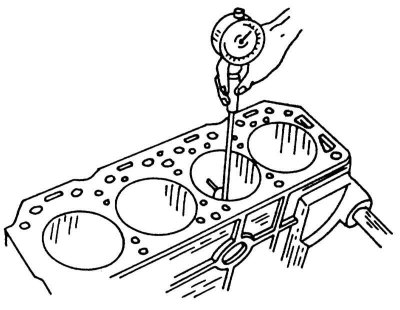
Вимірювання циліндра за допомогою внутрішнього мікрометра.
Якщо індикатора немає, наступні роботи не можуть бути виконані. Вимірювання циліндрів слід проводити в поздовжньому та поперечному напрямку (ілюстрація нижче). Також слід враховувати різницю між інжекторним і карбюраторним двигуном.
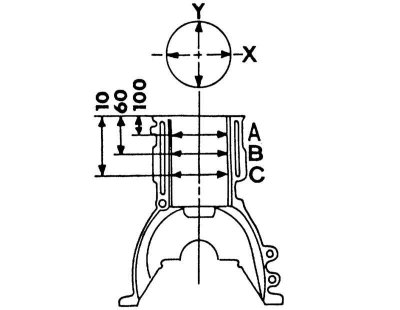
Діаграма вимірювання блоку циліндрів. Вимірювати на рівнях А, В і С та у напрямках "XX" і "YY".
1. На інжекторному двигуні вимірювання слід проводити згідно з ілюстрацією вище, тобто в 10 мм, 60 мм і 100 мм від верхнього краю. Виконуйте вимірювання у напрямках "X" та "Y".
2. На карбюраторному двигуні перший вимір проводиться в 20 мм від верхнього краю циліндра, інші як у попередньому пункті.
3. Усього потрібно 6 вимірів на кожен циліндр. Запишіть усі значення та порівняйте зі значеннями в Специфікаціях на початку Глави. Завдяки точним вимірам визначаються овальність (різниця між розмірами "А" і "В") та конусність (різниця між значеннями верхнього та нижнього вимірів). Слід пам'ятати, що повинні бути розточені всі циліндри, навіть якщо один циліндр лежить поза допустимими межами. Відхилення від необхідних розмірів на 0,04 мм допустиме. Ремонтні розміри поршнів є в Специфікаціях на початку Глави. Остаточний діаметр циліндра визначається за виміром поршня згідно з ілюстрацією нижче, тобто захоплення мікрометра встановлюються в 9.5 мм (карбюраторний двигун) або 11.0 мм (інжекторний двигун) від нижнього краю поршня під кутом 90°поршневому пальцю. До цього розміру додайте значення зазору 0.010-0.030 мм (інжекторний двигун) або 0.015-0.035 мм (карбюраторний двигун). Крім того, слід врахувати додавання 0.02 мм для заключного шліфування циліндрів. Для перевірки зазору поршнів виміряйте поршень та циліндр, як було описано та обчисліть різницю між розмірами для кожного циліндра.
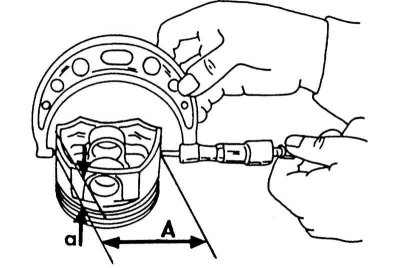
Вимірювання діаметра поршня. Розмір "а" для інжекторного та карбюраторного двигуна не однаковий.
4. Якщо немає досвіду у вимірі, блок слід віднести до спеціальної майстерні та зробити вимір там.
Для наочності можна намалювати ескіз і записувати результати вимірів там. Різниця між верхнім та нижнім вимірами відображає конусність. Різниця між поперечним та поздовжнім вимірами відображає овальність. Ніде діаметр не повинен відрізнятись від необхідного значення більше ніж на 0.04 мм.
5. На верхній поверхні блоку циліндрів вибито цифри, які вказують на клас розмірів поршнів. При заміні блоку циліндрів повинні встановлюватись поршні відповідного класу розмірів. Перевірте поверхню блоку циліндрів на наявність деформації, як показано нижче.
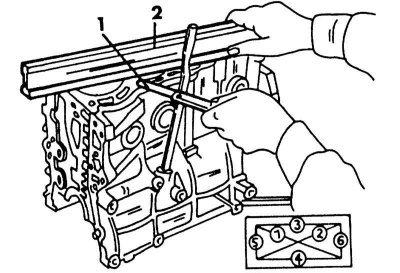
Вимір деформації поверхні блоку циліндрів
1 - щуп
2 - сталева лінійка
6. Для цього накладіть на поверхню блоку сталеву лінійку (2) та виміряйте зазор за допомогою щупа (1). Виміряйте блок у поздовжньому поперечному та діагональному напрямках, як показано на маленькій діаграмі. Максимально допустимий розмір 0.10 мм. Слід пам'ятати, що головка та блок циліндрів можуть бути прошліфовані в цілому не більше ніж на 0.2 мм. Якщо головку шліфувати не потрібно перевірити висоту головки циліндрів, розмір вказаний в Специфікаціях на початку Глави. Якщо блок циліндрів після шліфування має висоту меншу за допустиму, він повинен бути замінений.