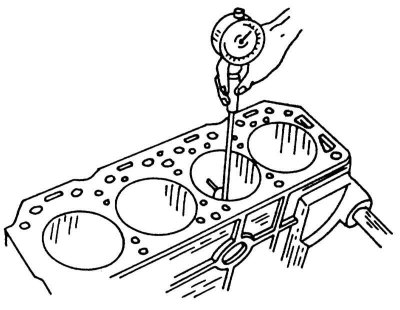
Mjerenje cilindra unutarnjim mikrometrom.
Ako nema indikatora, sljedeće operacije se ne mogu izvesti. Mjerenja cilindra treba napraviti u uzdužnom i poprečnom smjeru (ilustracija u nastavku). Također biste trebali uzeti u obzir razlike između motora s ubrizgavanjem i motora s rasplinjačem.
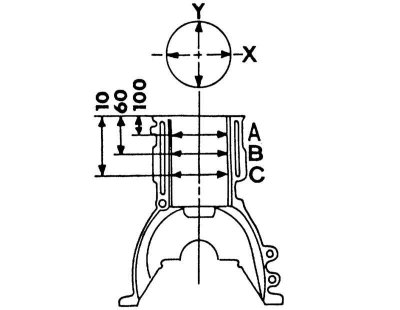
Tablica mjerenja bloka cilindra. Izvršite mjerenja na razinama A, B i C i u smjerovima "X-X" i "Y-Y".
1. Na motoru s ubrizgavanjem, mjerenje treba izvršiti prema gornjoj slici, tj. 10 mm, 60 mm i 100 mm od gornjeg ruba. Uzmite mjerenja u smjerovima "X" i "Y".
2. Na motoru s rasplinjačem, prvo mjerenje se vrši 20 mm od gornjeg ruba cilindra, ostalo kao u prethodnom paragrafu.
3. Ukupno je potrebno 6 mjerenja po cilindru. Zabilježite sve vrijednosti i usporedite ih s vrijednostima u Tehnički podaci na početku poglavlja. Zahvaljujući preciznim mjerenjima utvrđuje se ovalnost (razlika u veličini "A" i "U") i sužavanje (razlika između gornje i donje mjerne vrijednosti). Treba imati na umu da se svi cilindri moraju izbušiti, čak i ako je samo jedan cilindar izvan tolerancije. Dopušteno je odstupanje od traženih dimenzija za 0,04 mm. Veličine klipova za popravak dostupne su u Tehnički podaci na početku poglavlja. Konačni promjer cilindra određuje se mjerenjem klipa prema donjoj ilustraciji, tj. mikrometarske hvataljke su postavljene na 9,5 mm (karburatorski motor) odnosno 11,0 mm (motor s ubrizgavanjem) od donjeg ruba klipa pod kutom od 90°prema osovinici klipa. Ovoj dimenziji dodajte vrijednost zazora od 0,010 - 0,030 mm (motor s ubrizgavanjem) ili 0,015 - 0,035 mm (karburatorski motor). Osim toga, treba uzeti u obzir dodatak od 0,02 mm za završno brušenje cilindara. Za provjeru zazora klipa, izmjerite klip i cilindar kako je opisano i izračunajte razliku između dimenzija za svaki cilindar.
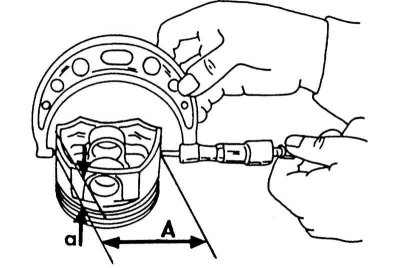
Mjerenje promjera klipa. Veličina "A" za motore s ubrizgavanjem i rasplinjače nije isto.
4. Ako nema iskustva u mjerenju, blok treba odnijeti u posebnu radionicu i tamo izmjeriti.
Radi jasnoće, možete nacrtati skicu i tamo zabilježiti rezultate mjerenja. Razlika između gornjih i donjih mjera odražava sužavanje. Razlika između poprečnih i uzdužnih mjera odražava ovalnost. Nigdje se promjer ne smije razlikovati od tražene vrijednosti za više od 0,04 mm.
5. Brojevi su utisnuti na gornjoj površini bloka cilindra kako bi označili klasu veličine klipova. Prilikom zamjene bloka cilindra potrebno je ugraditi klipove odgovarajuće veličine. Provjerite ima li deformacija na površini bloka cilindra kao što je prikazano na slici ispod.
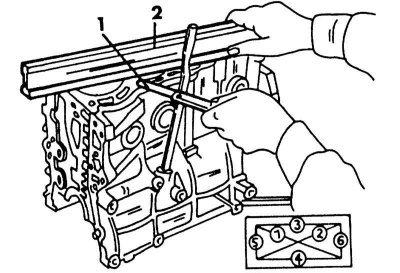
Mjerenje deformacije površine bloka cilindra
1 - sonda
2 - čelično ravnalo
6. Da biste to učinili, postavite čelično ravnalo na površinu bloka (2) i izmjerite zazor pipom (1). Izmjerite blok u uzdužnom, poprečnom i dijagonalnom smjeru kao što je prikazano na maloj tablici. Najveća dopuštena veličina je 0,10 mm. Treba imati na umu da se glava i blok cilindra mogu brusiti ukupno ne više od 0,2 mm. Ako glavu ne treba brusiti, provjerite visinu glave cilindra, veličina je navedena u Tehnički podaci na početku poglavlja. Ako je blok cilindra nakon brušenja manji od dopuštene visine, mora se zamijeniti.