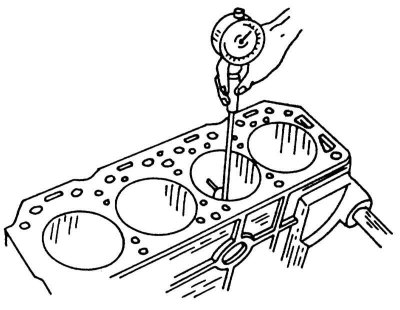
Измерване на цилиндър с вътрешен микрометър.
Ако няма индикатор, следните операции не могат да бъдат извършени. Измерванията на цилиндъра трябва да се правят в надлъжна и напречна посока (илюстрация по-долу). Трябва също да вземете предвид разликите между инжекционните и карбураторните двигатели.
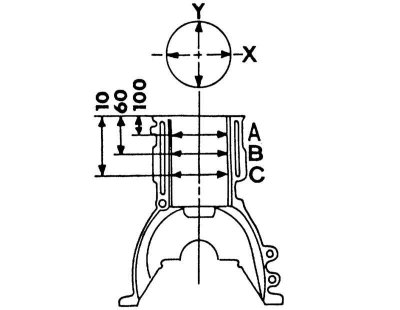
Таблица за измерване на цилиндров блок. Направете измервания на нива A, B и C и в посоки "XX" и "YY".
1. При инжекционен двигател измерването трябва да се извърши съгласно илюстрацията по-горе, т.е. на 10 mm, 60 mm и 100 mm от горния ръб. Направете измервания в посоките "X" и "Y".
2. При карбуриран двигател първото измерване се прави на 20 мм от горния ръб на цилиндъра, останалото както в предишния параграф.
3. Необходими са общо 6 измервания на цилиндър. Запишете всички стойности и ги сравнете със стойностите в Спецификации в началото на главата. Благодарение на точните измервания се определя овалността (разликата между размерите "A" и "B") и конусността (разликата между стойностите на горните и долните измервания). Трябва да се помни, че всички цилиндри трябва да бъдат отегчени, дори ако само един цилиндър е извън толеранса. Допустимо е отклонение от необходимите размери с 0,04 мм. Ремонтните размери на буталата са налични в Спецификациив началото на главата. Крайният диаметър на цилиндъра се определя чрез измерване на буталото съгласно илюстрацията по-долу, т.е. микрометровите ръкохватки са настроени на 9,5 mm (карбуриран двигател) или 11,0 mm (инжекционен двигател) от долния ръб на буталото под ъгъл от 90° спрямо бутален щифт. Към този размер добавете стойност на хлабината от 0,010 - 0,030 mm (инжекционен двигател) или 0,015 - 0,035 mm (карбуриран двигател). Освен това трябва да се вземе предвид добавянето на 0,02 mm за окончателното смилане на цилиндрите. За да проверите хлабината на буталото, измерете буталото и цилиндъра, както е описано, и изчислете разликата между размерите за всеки цилиндър.
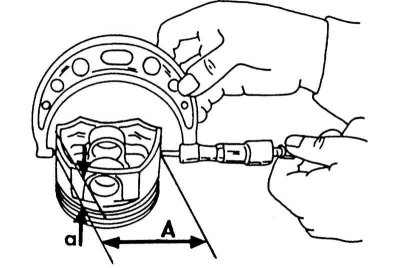
Измерване на диаметъра на буталото. Размер "а" за инжекционни и карбураторни двигатели не е един и същ.
4. Ако няма опит в измерването, блокът трябва да се занесе в специална работилница и да се измери там.
За по-голяма яснота можете да нарисувате скица и да запишете резултатите от измерването там. Разликата между горните и долните измервания отразява конусността. Разликата между напречните и надлъжните измервания отразява овалността. Никъде диаметърът не трябва да се различава от необходимата стойност с повече от 0,04 mm. 5. Върху горната повърхност на блока на цилиндъра са отпечатани номера, за да се посочи размерният клас на буталата. При смяна на цилиндров блок трябва да се монтират бутала с подходящ клас размери. Проверете повърхността на цилиндровия блок за деформация, както е показано на илюстрацията по-долу.
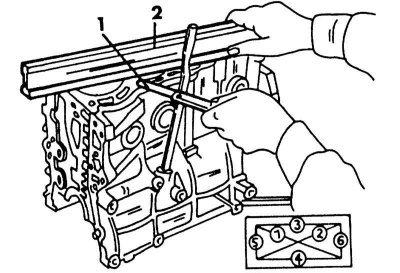
Измерване на повърхностната деформация на блока на цилиндъра
1 - сонда
2 - стоманена линийка
6. За да направите това, поставете стоманена линийка (2) върху повърхността на блока и измерете пролуката с манометър (1). Измерете блока в надлъжна, напречна и диагонална посока, както е показано на малката диаграма. Максималният допустим размер е 0,10 мм. Трябва да се помни, че главата и блока на цилиндъра могат да бъдат смлени с общо не повече от 0,2 мм. Ако не е необходимо главата да се шлайфа, проверете височината на главата на цилиндъра, размерът е посочен в Спецификациив началото на главата. Ако цилиндровият блок след шлайфане е по-малък от допустимата височина, той трябва да бъде сменен.