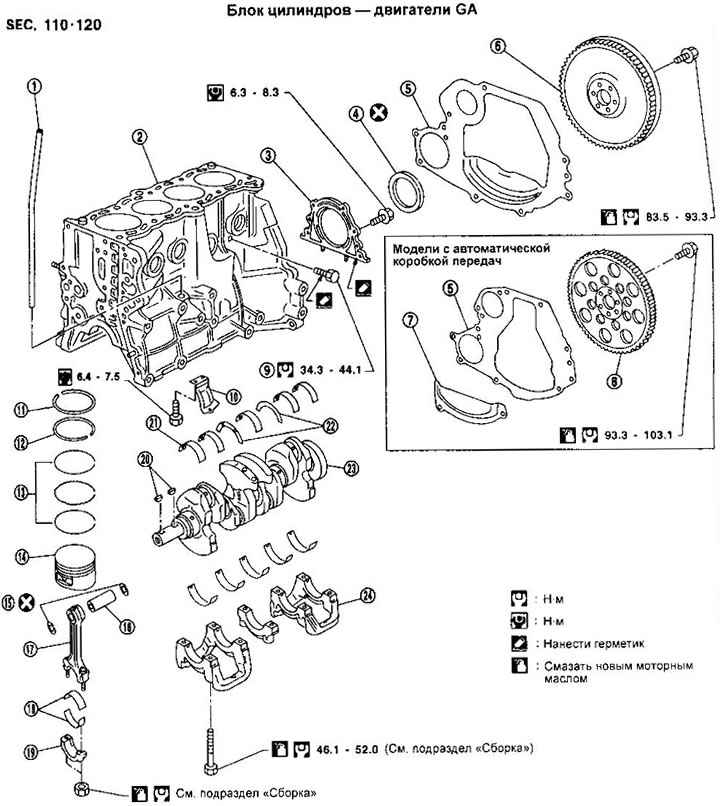
1. Тръба за измерване на маслото
2. Цилиндров блок
3. Държач на заден епиплон на коляновия вал
4. Задно уплътнение
5. Заден капак
6. Маховик
7. Долен капак
8. Задвижващ диск
9. Щепсел за източване на охладителната риза
10. Буферна плоча
11. Горен компресионен пръстен
12. Долен компресионен пръстен (само за европейски двигатели GA14DE и GA16DE без VTC)
13. Пръстен за скрепер за масло
14. Бутало
15. Задържащи пръстени
16. Бутален щифт
17. Биел
18. Черупки на лагери на биелни пръти
19. Лагерна капачка на биелния прът
20. Дюбели
21. Корпус на основния лагер
22. Натиснете половин пръстени
23. Колянов вал
24. Капачка на главния лагер
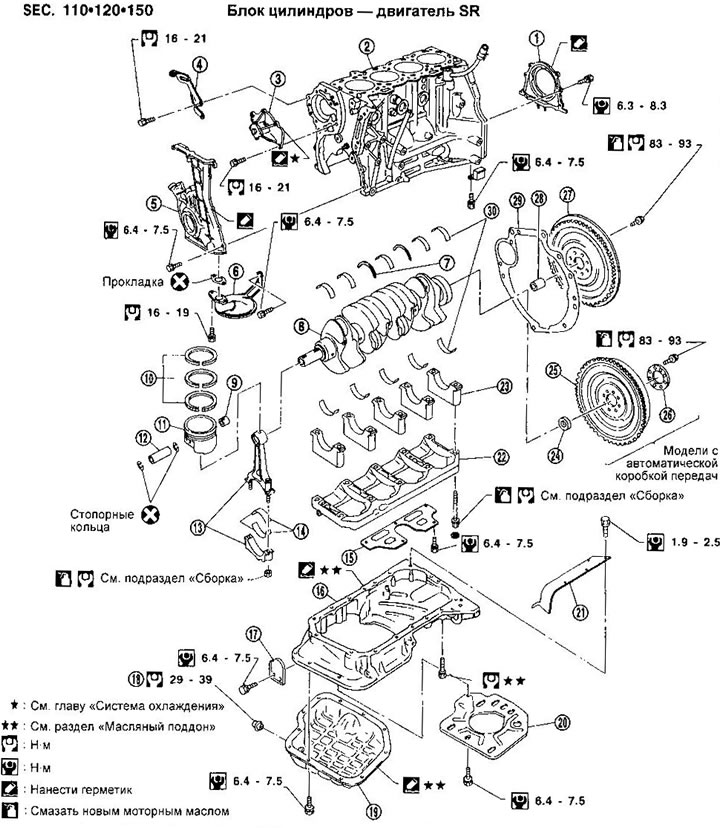
1. Държач на задно уплътнение на коляновия вал
2. Цилиндров блок
3. Водна помпа
4. Обтегач на помпата на сервоусилвателя
5. Преден картер с маслена помпа
6. Маслоприемник
7. Натиснете половин пръстен
8. Колянов вал
9. Втулка на свързващия прът
10. Бутални пръстени
11. Бутало
12. Бутален щифт
13. Биел
14. Черупки на лагери на биелни пръти
15. Разделяне*
16. Алуминиев палет
17. Задна корица
18. Тапа за източване
19. Стоманен палет
20. Преграда
21. Странична преграда*
22. Дълъг на главните лагери*
23. Капак на главния лагер
24. Водеща втулка
25. Задвижващ диск
26. Подсилващ пръстен
27. Маховик
28. Водеща втулка
29. Задна корица
30. Корпуси на главния лагер
* Не се предлага в двигатели SR20DE за Европа от 04.96
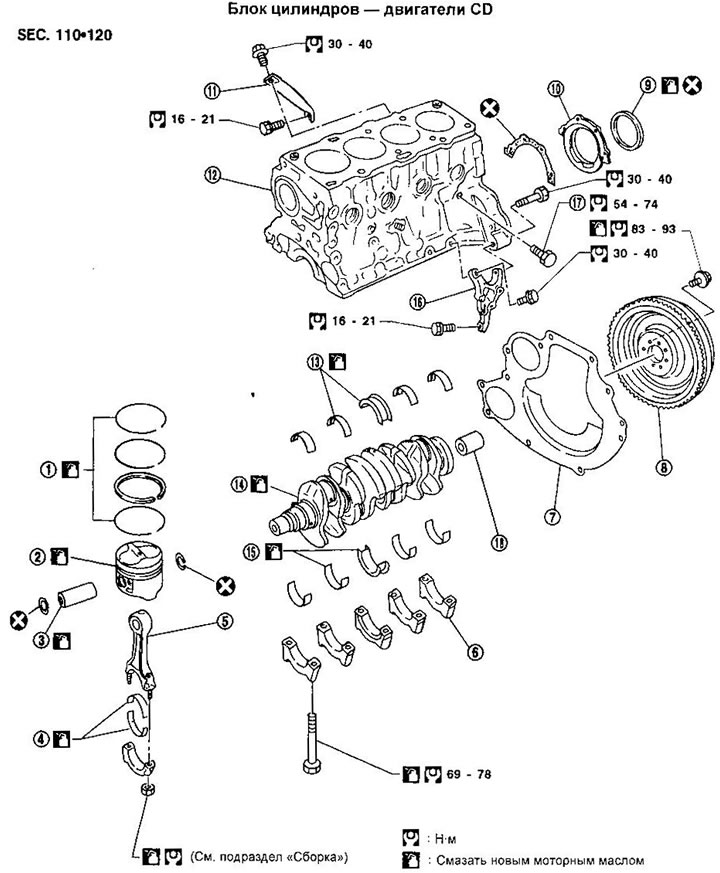
1. Бутални пръстени
2. Бутало
3. Бутален щифт
4. Черупки на лагери на биелни пръти
5. Биел
6. Капачка на главния лагер
7. Заден капак
8. Маховик
9. Задно уплътнение на коляновия вал
10. Държач на задно уплътнение
11. Поддържаща скоба
12. Цилиндров блок
13. Втулки на коренни лагери
14. Колянов вал
15. Вложки на коренни лагери
16. Поддържаща скоба
17. Изпускателна пробка на охладителната риза
18. Водеща втулка
Разглобяване
Колянов вал и мотовилково-бутална група.
1. Монтирайте двигателя на стойка за разглобяване.
2. Източете охлаждащата течност и маслото.
3. Свалете водната верига или зъбния ремък (вижте раздел "Зъбно колело").
4. При CD двигатели отстранете водната и маслената помпа.
5. Отстранете главата на цилиндъра (вижте "Зъбно колело" за двигатели GA и SR или "Глава на цилиндъра" за двигатели CD).
6. Отстранете масления съд (вижте раздел Маслен съд).
7. Извадете буталата с биелни пръти. Свалете фиксаторите на буталния болт. За да натиснете буталните щифтове, загрейте буталата до 60-70°C или използвайте пресова стойка при стайна температура.
8. Отстранете държача на задния епиплон на коляновия вал.
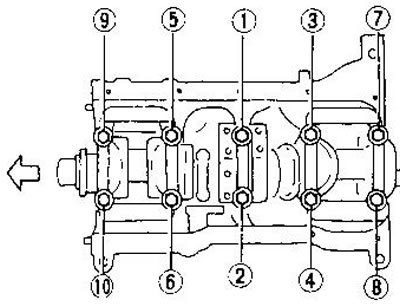
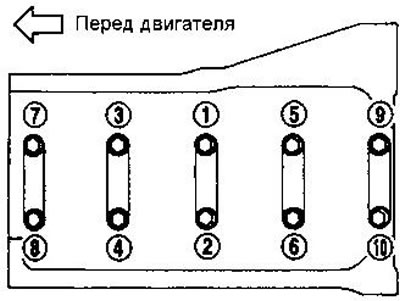
9. Завъртете болтовете на капаците на коренните лагери в последователността, посочена на чертежа, след което свалете коляновия вал.
Преди да свалите капачките на главния лагер, измерете аксиалния свободен хлабина на коляновия вал.
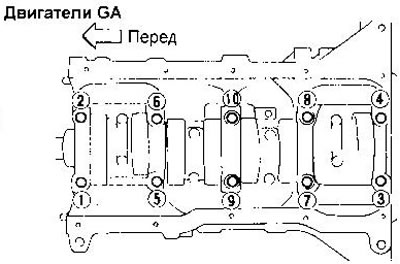
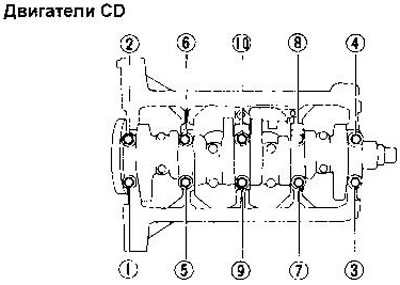
Болтовете на капака трябва да се разхлабят на две или три стъпки.
Корпусите и капачките на основните лагери трябва да бъдат монтирани на първоначалните им места по време на монтажа, така че внимавайте да не ги разбъркате след отстраняване.
10. Свалете буталните пръстени с помощта на подходящ демонтаж.
Проверка
Разстояние между буталото и буталния щифт. Измерете вътрешния диаметър на отвора на буталото и външния диаметър на буталния щифт.
Номинален диаметър на отвора на буталото, mm:
- GA двигатели - 18.987-18.999
- Двигател SR - 21.987-21.999
- CD двигатели - 24.991-24.999
Номинален диаметър на буталния болт, mm:
- GA двигатели - 18 989-19 001
- SR двигател – 21.989-22.001
- CD двигатели - 24 994-25 000
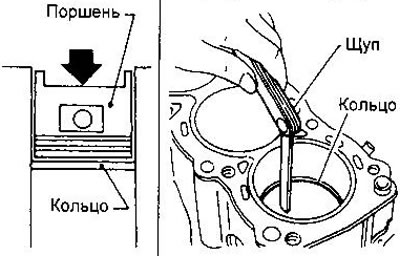
Изчислете хлабината, като извадите диаметъра на буталния болт от диаметъра на отвора. Резултатът трябва да бъде между -0,004 mm и 0 mm. Ако хлабината е положителна, сменете блока на буталото и буталния щифт. Хлабина по височина между буталните пръстени и каналите. Измерете посочения луфт с щуцер. За да се получи точен резултат, сондата трябва да влезе в жлеба, докато спре.
Максималната допустима хлабина е 0,2 мм за всички пръстени на двигателите GA и SR и 0,1 мм за всички пръстени на двигателите CD.
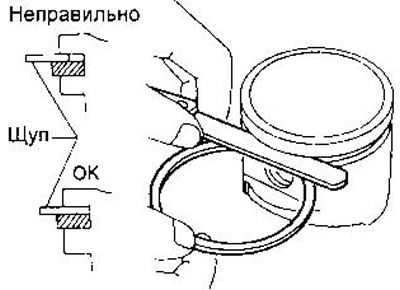
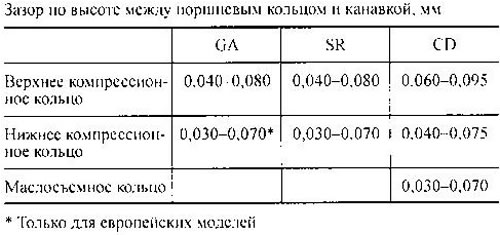
Ако хлабината не е в посочените граници, сменете буталото и/или буталните пръстени.
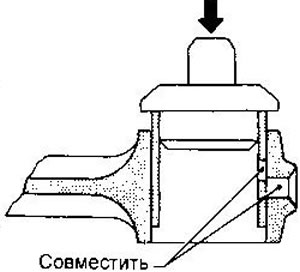
Пролуки в буталните пръстени . Натиснете буталния пръстен в цилиндъра, както е показано и измерете пролуката с манометър.
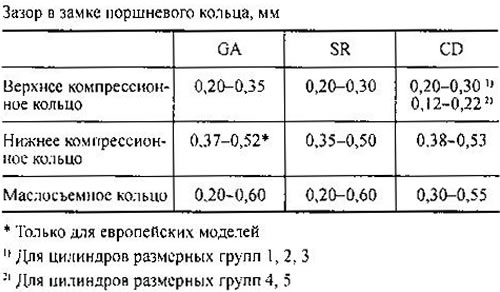
Максимално допустимата междина в ключалките на всички бутални пръстени на двигатели GA и SR е 1,0 мм.
При CD двигателите максимално допустимите луфтове са, както следва:
- Горен компресионен пръстен - 1,0 мм
- Долен компресионен пръстен - 0,7 мм
- Маслена чистачка - 0,6 мм
Ако хлабината не е в посочените граници, сменете буталния пръстен. Ако след това пролуката не се върне към нормалното, отворете цилиндъра и монтирайте буталото с пръстени от ремонтния размер (вижте раздел "Данни за настройки и управление").
Ако буталото трябва да бъде сменено, проверете и състоянието на цилиндъра. Ако има драскотини или драскотини по стените на цилиндъра, шлифовайте цилиндъра или сменете цилиндровия блок.
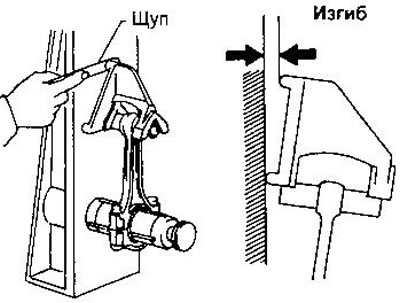
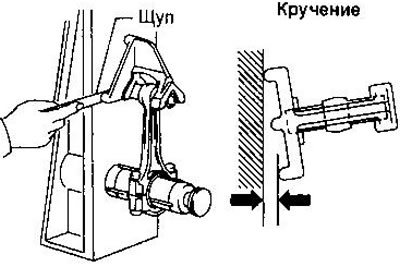
Огъване и усукване на манивела . Максимално допустимите стойности на огъване и усукване на 100 mm дължина са, както следва:
- GA и SR двигатели: 0,15 mm огъване, 0,30 mm усукване.
- CD двигатели: огъване и усукване - 0,025 мм.
Деформация на цилиндровия блок . Почистете съвпадащата повърхност на цилиндровия блок и измерете неговата плоскост, като приложите метална линийка в шест посоки.
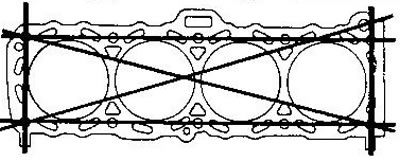
Максималното допустимо отклонение от плоскостта е 0,1 mm за всички двигатели. Ако тази стойност е надвишена, шлайфайте отново повърхността на свързване или сменете блока на цилиндъра.
Допустимото намаляване на височината на цилиндровия блок след обработка се определя от условието A + B = 0,2 mm (0,1 mm за CD двигателя), където A е намаляването на височината на главата на цилиндъра след обработка; B - намаляване на височината на блока на цилиндъра.
Номинална височина на цилиндровия блок (от оста на коляновия вал), mm:
- GA: 213,95-214,05
- SR: 211,25-211,35
- CD: 211.25-211.35
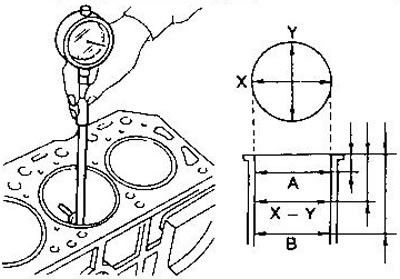
Разстояние между буталото и цилиндъра. С помощта на габарит измерете отвора на цилиндъра, овала и конусността.
Измерванията се правят на дълбочина 20, 60 и 100 mm за GA двигатели; 10, 60 и 100 мм за двигателя SR; 20, 70 и 120 мм за CD двигатели.
- Номинален диаметър на цилиндъра, mm:
- Двигатели GA14DE, 15DE - 73.600-73.630
- Двигател GA16DE - 76 000-76 030
- SR двигател – 86 000-86 030
- CD двигатели - 84 500-84 550
- Допустима овалност (XY) - не повече от 0,015 mm
- Допустима конусност (A-B) - не повече от 0,010 mm
Максимално допустимото износване е 0,2 мм за цилиндрите на всички двигатели.
Ако износването на поне един цилиндър надвишава 0,2 mm, прободете всички цилиндри. Сменете цилиндровия блок, ако е необходимо.
Ако по повърхността на цилиндъра има драскотини или дупки, шлифовайте цилиндъра.
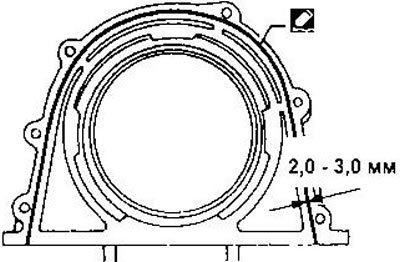
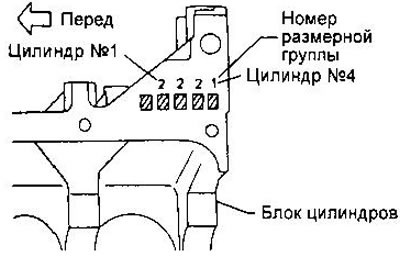
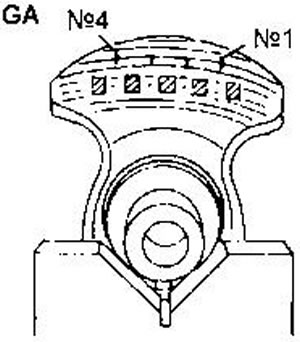
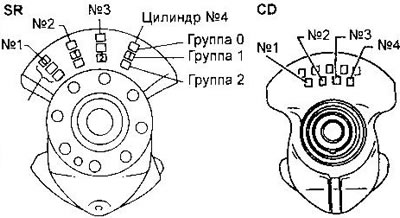
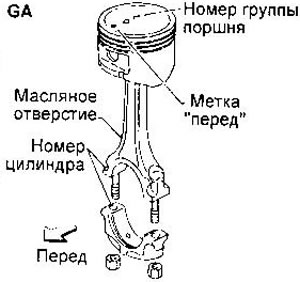
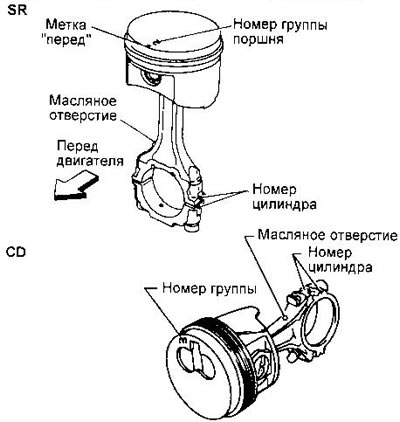
При смяна на цилиндровия блок и буталата едновременно, горните черни бутални групи трябва да съвпадат с горните черни цилиндрови групи, отбелязани на цилиндровия блок.
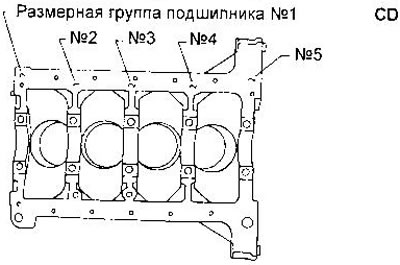
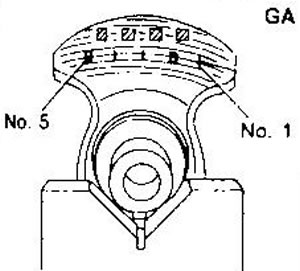
За двигателите SR и CD номерата на групите са отбелязани в съединяващата равнина до отворите на съответните цилиндри, а за двигателите GA - на мястото, показано на фигурата.
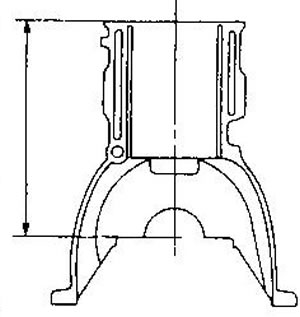
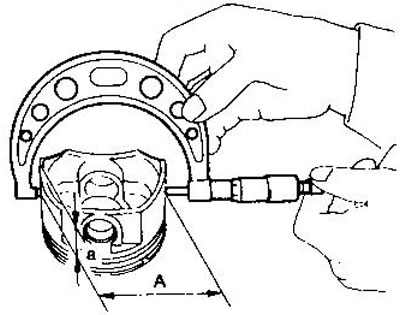
Измерете диаметъра на полата на буталото перпендикулярно на буталния щифт. Разстоянието (a) от ръба на полата до равнината на измерване, както и диаметрите са дадени в раздел "Данни за настройки и контрол".
Допустима хлабина между буталото и цилиндъра, мм:
- GA двигатели - 0,015-0,035 мм
- SR двигател - 0,010-0,030 мм
- CD двигатели - 0,025-0,045 mm
Ако пролуката надвишава посочената стойност, изберете бутала с голям размер и отворете цилиндрите (вижте подраздел "Пробиване на цилиндър”).
Колянов вал . Проверете състоянието на главния и биелния прът. Те трябва да са без прорези, износване и пукнатини.
С помощта на микрометър определете конусността и овалността на шийките.
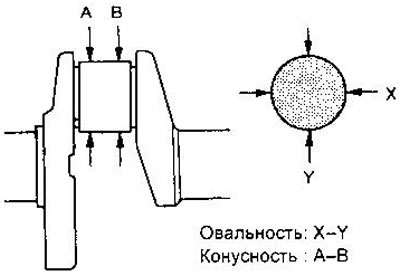
Овал (XY) и конус (A-B), мм:
- Двигатели C A - 0,005 max (конус 0,002 max)
- SR двигател:
- Основни списания - не повече от 0,005
- Колянови щифтове - 0,0025 максимум
- CD двигатели - не повече от 0,005
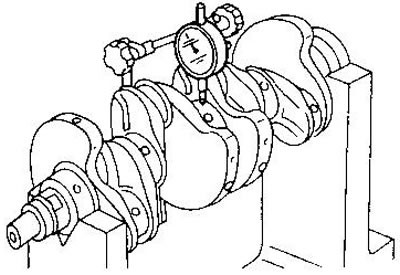
Измерете биене на коляновия вал, като поставите вала върху призми. Като стойност на биене се приема разликата в показанията на индикатора за един пълен оборот на вала.
- Радиално биене - по-малко от 0,005 mm
Хлабините в главните и биелните лагери . Има два начина за измерване на пролуките: с помощта на микрометър и вътрешен габарит или с помощта на пластмасова тел. Първият метод е предпочитан, тъй като дава по-точни резултати.
Основни лагери: Монтирайте лагерните черупки на техните позиции в блока на цилиндъра.

Поставете капачките на лагерите и затегнете болтовете с необходимия въртящ момент на две или три стъпки. Следвайте последователността на затягане.
Измерете вътрешните диаметри на основните лагери и външните диаметри на главните шейни на коляновия вал.
Номинален просвет в главните лагери, мм:
- GA двигатели - 0,018-0,042
- SR двигател - 0,004-0,022
- CD двигатели - 0,039-0,065
Максимално допустимият луфт е 0,1 mm за двигателите GA и 0,050 mm за двигателите SR. За CD двигателите хлабината трябва да е в горните граници.
Ако разликата надвишава посочените стойности, сменете облицовките.
Ако празнината не може да бъде възстановена чрез смяна на облицовките или шийките имат някакви повреди (драскотини, ожулвания), те трябва да бъдат шлифовани до най-близкия ремонтен размер и да се монтират облицовките с повишена дебелина (вижте раздел "Данни за корекции и контрол"").
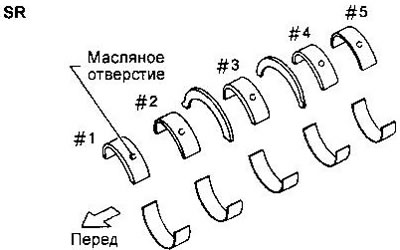
Преходите между вратовете и бузите на манивелата трябва да бъдат обработени по определен начин (вижте снимките).

Ако коляновия вал Ако цилиндровият блок или лагерните черупки трябва да се използват повторно, измерете хлабината на главния лагер. При смяна на всички изброени части дебелината на облицовките се избира, както следва:
а) Номерата на групите от размери на корпусите на главните лагери са отпечатани върху блока на цилиндрите с арабски или римски цифри.

b) Номерата на размерите на шейната на коляновия вал са отпечатани върху противотежестта на коляновия вал с арабски или римски цифри.
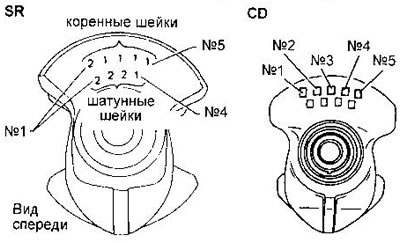
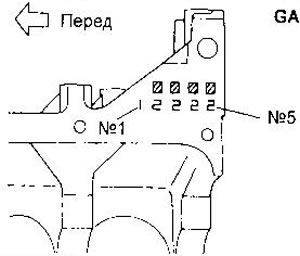
При двигатели SR, противотежестта на предния колянов вал може да бъде щампована с групови номера за главните и биелните шейни (както е показано) или само с номерата на групите за главните шейни.
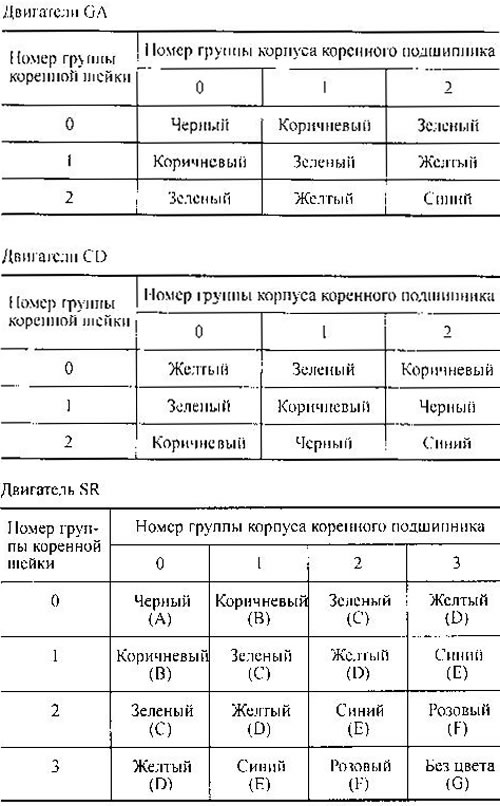
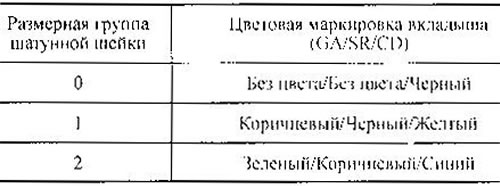
в) Дебелината на облицовките се определя от таблиците. Цветна маркировка се нанася върху крайната повърхност на облицовките.
Лагери на биелния прът (долна глава на свързващия прът) . Поставете втулките в свързващия прът и лагерната капачка на биелния прът. Поставете капака и затегнете болтовете с необходимия въртящ момент.
Измерете вътрешния диаметър на всеки лагер на свързващия прът. След това измерете диаметъра на шейните на свързващия прът на коляновия вал.
Номинална хлабина в лагерите на биелния прът, мм:
- GA двигатели - 0,014-0,039
- SR двигател - 0,020-0,045
- CD двигатели - 0,031-0,055
Максимално допустимият луфт е 0,1 mm за двигателите GA и 0,065 mm за двигателите SR. За CD двигателите хлабината трябва да е в горните граници.
Ако разликата надвишава посочените стойности, сменете облицовките.
Ако празнината не може да бъде възстановена чрез смяна на облицовките или вратовете имат някакви повреди (драскотини, ожулвания), те трябва да бъдат шлифовани до най-близкия ремонтен размер и да се монтират облицовките с увеличен диаметър (вижте раздел "Данни за корекции и контрол"").
При шлайфане на манивелата се вземат предвид изискванията за обработка на преходите между шийките и бузите на манивелата, подобно на основните шейни.
Ако се сменят коляновия вал, биелни или лагерни черупки, изберете дебелината на лагерните черупки от таблиците.
На противотежестта на коляновия вал са щамповани размерните групи на шейните на свързващия прът. За двигатели SR, те могат да бъдат отпечатани на задната противотежест (виж фигурата) или отпред заедно с номерата на групата на шейната.
Хлабина между втулката на свързващия прът и буталния щифт. Измерете вътрешния диаметър на роговете и външния диаметър на буталния щифт. Номинален просвет, мм:
- GA и SR двигатели - 0,005-0,017
- CD двигатели - 0,025-0,044
Максимално допустимото разстояние за двигатели GA и SR е 0,023 mm. За CD двигателите хлабината трябва да е в горните граници.
Ако хлабината надвишава посочените стойности, сменете свързващия прът, втулката и/или буталото с бутален щифт.
Аксиално биене на маховика/задвижващата плоча. Измерете изтичането на маховика с циферблат. Като стойност на биене се приема разликата в показанията на индикатора за един пълен оборот на маховика.
Аксиално биене, мм:
- GA и SR двигатели (маховик) - не повече от 0,15
- GA и SR двигатели (задвижващ диск) - не повече от 0,2*
- CD двигатели (маховик) - не повече от 0,15
* На разстояние около 115 мм от оста на коляновия вал.
Пробиване на цилиндъра
1. Въз основа на измерената хлабина между буталото и цилиндъра определете правилния оразмер на буталото (вижте "Данни за настройка и проверка").
2. Изчислете диаметъра на цилиндъра по формулата:
D \u003d A - B + C, където:
D е диаметърът на цилиндъра след пробиване,
A е диаметърът на буталото
B е необходимата хлабина между буталото и цилиндъра.
C - надбавка за хонинговане (0,02 мм).
3. Поставете капаци на коренните лагери и затегнете болтовете с необходимия момент. Това ще предотврати деформация на отворите на цилиндъра.
4. Пробийте цилиндрите.
Ако поне един цилиндър се нуждае от повторно пробиване, всички цилиндри трябва да бъдат повторно пробивани.
Пробиване на няколко прохода, увеличаване на диаметъра с около 0,05 mm всеки път.
5. Усъвършенствайте цилиндрите, за да получите необходимия луфт между буталото и цилиндъра.
6. Измерете овалността и конусността на цилиндъра. Измерванията трябва да се извършват след пълно охлаждане на цилиндровия блок.
Смяна на втулката на свързващия прът
1. Притискате старата втулка с подходящ дорник.
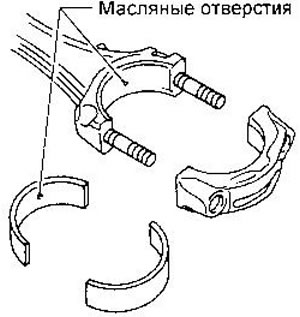
2. Натиснете нова втулка наравно с повърхността на главата на свързващия прът. Уверете се, че дупките за масло са подравнени.
3. Обратна втулка за осигуряване на 0,005-0,017 mm хлабина на буталния болт при двигатели GA и SR. При CD двигателите диаметърът на отвора трябва да бъде 25,025-25,038 mm (между 0,025-0,044 mm).
Сглобяване
1. Инсталирайте ново стопорно скоби в един от отворите на буталото.
2. Загрейте буталото до 60-70°C и го свържете към свързващия прът. Монтирайте втория задържащ пръстен (също нов).
Спазвайте взаимната ориентация на буталото и свързващия прът.
Съответният номер на цилиндъра е отпечатан върху свързващия прът и лагерната капачка на биелния прът.
След повторното сглобяване се уверете, че свързващият прът се върти гладко, без да се затяга.
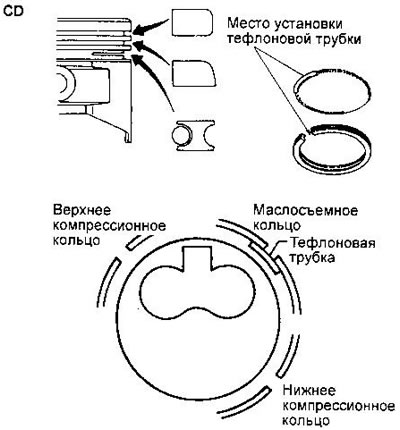
3. Поставете буталните пръстени, както е показано. Ако върху пръстена има релефен знак, той трябва да е с лице нагоре.
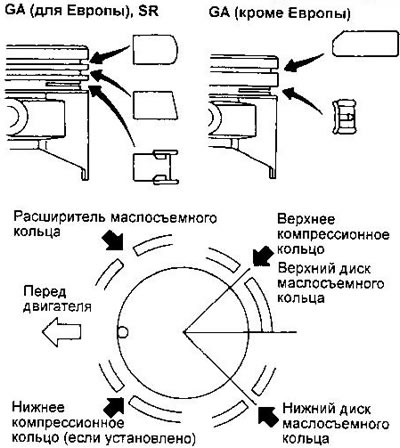
Ако буталните пръстени не се сменят, те трябва да бъдат монтирани в първоначалното си положение. Монтирането на нови бутални пръстени без щампована маркировка е разрешено от всяка от страните.
При смяна на горния компресионен пръстен или цилиндров блок в CD двигатели е необходимо да изберете пръстен, който има необходимия луфт в ключалката. За цилиндри с размерни групи 1, 2 и 3 се използват пръстени без маркировка, а за цилиндри от групи 4 и 5 се използват пръстени със знак S.
4. Поставете обратно черупките на главния лагер и ги смажете с ново двигателно масло.Горните лагерни черупки (в блока на цилиндъра) имат маслени канали и/или отвори. Горните черупки на 3-ия основен лагер в двигателите GA и SR са монтирани с упорни шайби. При CD двигателите вместо полупръстени се използват фланци.
5. Монтирайте коляновия вал и капачките на главния лагер. На капачките са отбелязани номерата на лагерите.
Намажете резбите и легалните повърхности на болтовете на главния лагер с ново двигателно масло. Преди да затегнете болтовете, поставете капачките на основните лагери в нормалното им положение, като преместите коляновия вал напред-назад в аксиална посока. При двигатели GA и CD затегнете болтовете на капачките на две или три стъпки в последователността, показана на фигурата.
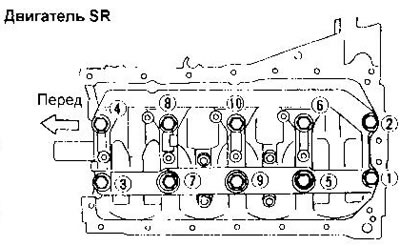
За двигателите SR процедурата за затягане е както следва:
- a) Затегнете всички болтове до 26-32 Nm (при двигатели SR20DE за Европа от 04.96 - въртящ момент 7-13 Nm) в последователността, показана на фигурата (показан е цилиндров блок за двигатели от европейски модели от 04.96).
- b) Затегнете всички болтове на 75-80°.
- c) Разхлабете напълно всички болтове.
- d) Затегнете отново всички болтове до 32-38 Nm.
- e) Затегнете всички болтове с 45-50° (30-35° при двигатели SR20DE за Европа от 04.96). При липса на ключ с транспортир, можете да използвате транспортир за измерване на ъгли. Не се препоръчва извършването на тази операция върху окото.
След като приключите с затягането, уверете се, че коляновият вал vaz се върти плавно с ръка.
6. Измерете аксиалната хлабина на коляновия вал с помощта на габарит (в края на вала) или щуцер (в централния лагер).
Номинална свободна игра, мм:
- GA двигатели - 0,060-0,180
- SR двигател - 0,10-0,26
- CD двигатели - 0,05-0,18
Максимално допустимият свободен ход за всички двигатели е 0,30 мм.
7. Поставете обратно черупките на лагера на свързващия прът.
Отворите за масло в лагера на биелния прът и биелния прът трябва да съвпадат.
Нанесете ново двигателно масло върху резбите и легалните повърхности на болтовете.
8. Поставете буталата с свързващия прът в съответните им цилиндри с помощта на компресор с бутални пръстени. Знаците върху короните на буталата трябва да са обърнати към предната част на двигателя. Внимавайте да не надраскате стените на цилиндъра с свързващите пръти.
Смажете буталните пръстени и триещите се повърхности на буталата с двигателно масло.
9. Монтирайте капачките на лагерите на биелния прът. Капачките на лагерите на биелните и биелните пръти трябва да имат една и съща маркировка (номер на цилиндъра). Затегнете гайките на лагера на свързващия прът, като поставите буталата последователно в BDC.
а) Затегнете гайките със следния въртящ момент
- GA двигатели - 13,8-15,7 Nm
- SR двигатели - 14-16 Nm
- CD двигатели - 15 Nm
b) Завъртете гайките до определения ъгъл или ги затегнете с посочения въртящ момент:
- GA двигатели - 35 40° (23-28 Nm)
- SR двигател - 60-65° (38-44 Nm)
- CD двигатели - 60-65° (37-45 Nm)
10. Измерете хлабината на тягата в лагерите на биелния прът с манометър.
Номинален аксиален луфт:
- GA двигатели - 0,20-0,47 мм
- SR двигател - 0,20-0,35 мм
- CD двигатели - 0,30 mm или по-малко
Максимално допустимият луфт е 0,50 mm за двигателите GA и SR и 0,30 mm за двигателите CD.
11. Монтирайте фиксатора на задното маслено уплътнение. Първо отстранете всички следи от стар уплътнител от монтажните повърхности на държача и цилиндровия блок и нанесете непрекъснат капак уплътнител, огъвайки отворите за болтове отвътре.