Примітка. Для виконання описаних нижче процедур знадобиться наступне спеціальне обладнання: зенкер для зняття ступінчастого зношування циліндрів; мікрометр та телескопічний нутромір (для перевірки стану циліндрів); хон (для відновлення дзеркал циліндрів) та інструменти для розширення та стиснення поршневих кілець (для монтажу та встановлення шатунно-поршневих зборок).
Зняття шатунно-поршневих зборок
Примітка. В принципі вилучення шатунно-поршневих складання може бути зроблено без зняття двигуна з автомобіля, хоча, якщо взяти до уваги труднощі, пов'язані з від'єднанням піддону картера і роботою під автомобілем, такий підхід зовсім не здається доцільним. Упорядники цього Посібника рекомендують виконувати цю роботу на знятому з автомобіля двигуні.
Компоненти шатунно-поршневого збирання
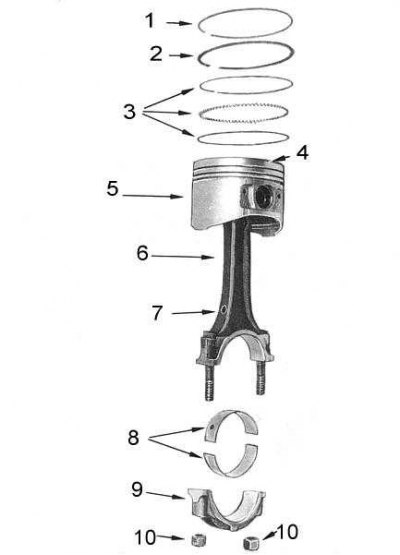
1 - верхнє компресійне кільце; 2 - нижнє компресійне кільце; 3 - секції маслознімного кільця; 4 – передня мітка; 5 – поршень; 6 – шатун; 7 - масляний отвір; 8 – вкладиші підшипника; 9 – кришка; 10 - гайки
1. Зніміть двигун із автомобіля.
2. Встановіть двигун на монтажний стенд або міцний верстат і зніміть з нього головку циліндрів, піддон картера та маслозабірник масляного насоса.
3. Впевніться в наявності ідентифікаційних міток на нижніх головках шатунів та кришках шатунних підшипників колінчастого валу. Намагайтеся запам'ятати порядок встановлення збірок.
4. За допомогою вимірювального щупа лезового типу перевірте величину осьового люфту шатунів. При перевищенні люфт допустимого значення (див. таблиці розмірів та регулювань в кінці Посібника), замініть зношений шатун.
5. Привести поршень першого циліндра в нижню точку його ходу, віддайте гайки кріплення кришки нижньої головки шатуна (шатунного підшипника). Зніміть кришку.
6. Протріть вкладиш підшипника в кришці і відкриту частину шатунної шийки валу чистою ганчіркою, що не ворсається, потім покладіть уздовж шийки відрізок каліброваного пластмасового дроту з вимірювального набору Plastigage. Надягніть кришку на шатун і затягніть гайки її кріплення з необхідним зусиллям.
7. Відкрутіть гайки, зніміть кришку та, вимірявши за шкалою на упаковці набору ширину розплющеного каліброваного дроту, визначте величину зазору шатунного підшипника. Порівняйте результат виміру з нормативними вимогами (див. таблиці розмірів та регулювань в кінці Посібника), при перевищенні допустимої межі замініть підшипник у зборі.
8. Повторіть процедуру для шатунів, що залишилися. Запам'ятайте величину зазору кожного підшипника.
9. Почергово зніміть кришки нижніх головок усіх шатунів, потім дерев'яною рукояткою молотка виштовхніть складання з циліндрів через верх, після чого відразу ж встановіть кришки на шатуни з вкладеними вкладишами. У разі необхідності, перш ніж приступати до вилучення шатунно-поршневих збірок, слід за допомогою спеціального зенкера видалити ступінчасте зношування у верхній частині циліндрів.
Примітка. Для захисту шийок колінчастого валу та дзеркал циліндрів від пошкодження в процесі вилучення шатунно-поршневих збірок надягніть на болти кріплення кришок підшипників відрізки пластмасової трубки.
10. Зніміть з поршнів (через верх) поршневі кільця та викиньте їх.
Перевірка стану поршнів
1. Огляньте поршні на наявність слідів спрацьовування, подряпин, задир і прогарів.
2. Видаліть всі сліди вугільних відкладень з днища поршня та з кільцевих канавок.
3. Оцініть ступінь зношування кільцевих канавок поршнів. Для цього, взявши нові заміряйте, перевірте величину їхнього бічного зазору у відповідних канавках кожного з поршнів. Порівняйте результат виміру з нормативними вимогами (див. таблиці розмірів та регулювань наприкінці Посібника).
4. Огляньте вкладиші підшипників шатунів всіх поршнів виявлення ознак зносу. При виявленні виробітку зовнішніх країв вкладишів слід перевірити відповідний шатун на вигин.
Примітка. Так як для рихтування шатунів потрібне спеціальне обладнання, укладачі цього Посібника рекомендують цю перевірку та відновлювальний ремонт проводити в майстерні автосервісу.
Перевірка стану блоку та дзеркал циліндрів
1. Перевірте дзеркала циліндрів на наявність тріщин, задир, подряпин і слідів спрацьовування.
2. За допомогою спеціального нутроміра в комплекті з мікрометром виміряйте діаметри циліндрів з метою оцінки ступеня їх зношування та виявлення овальності та конусності. Вимірюйте в двох напрямках (вздовж і поперек блоку) і на трьох рівнях по висоті циліндрів - по верхній межі ходу поршня, посередині і внизу. Різниця між відстанями А і В, виміряними по верхній і нижній межі ходу поршня визначає овальність циліндра, різницю між вимірами А у верхній і нижній площинах робочої ділянки циліндра визначає його конусність.
3. З результатів шести вимірювань кожного з циліндрів виберіть максимальне та мінімальне показання. Різницю даних показань можна як критерій ступеня зносу циліндра.
4. Якщо знос якогось із циліндрів перевищує допустиме значення (див. таблиці розмірів та регулювань в кінці Посібника), слід проточити всі циліндри до стандартного ремонтного розміру (з перевищенням) з подальшим хонінгуванням.
Примітка. Вибір необхідного ремонтного розміру з передбачених стандартом визначається розмірами найбільш сильно зношеного циліндра.
5. За допомогою вимірювача площинності і щупа лезового типу перевірте площинність верхньої поверхні блоку, що сполучається (дійте як при перевірці площинності головки циліндрів). Якщо неплощинність блоку перевищує допустиме значення (див. таблиці розмірів та регулювань в кінці Посібника), виконайте проточку блоку.
6. Ретельно промийте блок відповідним розчинником і просушіть його стисненим повітрям, особливу увагу приділяючи продуванню маслострумів і важкодоступних порожнин.
7. Огляньте блок на наявність тріщин та інших механічних пошкоджень.
Хонінгування дзеркал циліндрів
Примітка. Дзеркала циліндрів, придатних для використання в комплекті зі старими поршнями, але які потребують заміни поршневих кілець, підлягають хонінгуванню.
1. Для зняття полірування з дзеркал циліндрів скористайтеся поверхневим хоном з точильним камінням зернистістю 280.
2. Рухайте насадку хона, що обертається, вгору-вниз у циліндрі зі швидкістю, що дозволяє домогтися сітчастого візерунка насічок з кутом перетину рисок в 60°. Така обробка гарантує оптимальні умови для опрацювання поршневих кілець.
Увага! Не слід знімати з дзеркала циліндра більше матеріалу, ніж це необхідно для видалення полірування, тому що в іншому випадку відбудеться неприпустиме збільшення діаметра циліндра і поршневого зазору.
3. У процесі обробки змащуйте насадку та стінки циліндра спеціальним хонінгувальним маслом.
Увага! Використання трансмісійної або рухової олії, а також мінеральних спиртів і гасу для цієї мети неприпустимо!
4. Після завершення хонінгування ретельно протріть дзеркала циліндрів, повністю видаливши з них усілякі сліди абразиву.
5. Після промивання і просушування блоку ще раз протріть дзеркала циліндрів чистою ганчіркою, що не ворсається, потім змастіть їх руховим маслом, щоб уникнути розвитку корозії.
Перевірка поршневих зазорів
1. За допомогою якісного нутроміра та мікрометра виміряйте як описано вище діаметри всіх циліндрів.
2. Виміряйте діаметри поршнів на відстані 47 мм від днища поршня.
3. Відніміть з діаметра циліндра діаметр відповідного поршня, визначте поршневий зазор. Якщо результати обчислень перевищують допустимі значення (див. таблиці розмірів та регулювань в кінці Посібника), на свій розсуд замініть поршень або проточіть і відхонінгуйте циліндр.
4. Після проточування циліндрів до стандартного ремонтного розміру та хонінгування їх слід повторити процедуру визначення поршневих зазорів.
Примітка. Якщо поршень, поршневий палець або шатун вимагають заміни, її слід проводити в майстерні автосервісу, оскільки для вилучення/установки пальця поршень повинен бути грамотно прогрітий до температури 70°С, або скористатися гідравлічним пресом. Для вилучення втулок верхніх головок шатунів необхідне спеціальне оправлення.
Заміна поршневих кілець
1. Підберіть комплект нових поршневих кілець, що відповідають за своїм типорозміром циліндрам двигуна Вашого автомобіля (відповідно до стандартного або ремонтного розміру).
2. По черзі заправляйте кожне кільце днищем перевернутого поршня в найменш зношену частину циліндра для вимірювання величини зазорів у замках. Використання поршня для заправки кілець в циліндр дозволяє досягти перпендикулярності розташування кільця.
3. Після виймання поршня виміряйте зазор у замку кільця за допомогою щупа лезового типу.
Примітка. Після виміру зазору в замку кільце повинне використовуватися для комплектації поршня саме цього циліндра.
4. Відповідно до супровідної ілюстрації, на якій показано переріз поршневих кілець, надягніть нові кільця на відповідні поршні. Використовуйте розширювач поршневих кілець. Компресійні кільця слід встановлювати штампованими мітками як літер вгору (до днища поршня).
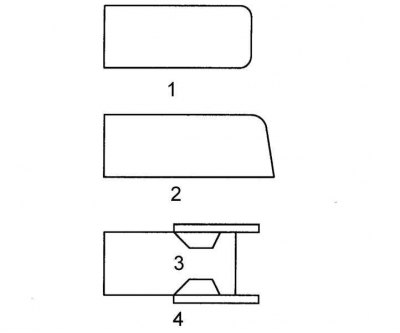
1 - верхнє компресійне кільце; 2 - нижнє компресійне кільце; 3 – розширювач; 4 - маслознімне кільце
5. Маслознімне кільце розташуйте таким чином, щоб замки секцій та розширювача не знаходилися навпроти один одного.
6. Розгорніть кільця на поршні замками як це показано на ілюстрації, де: А = верхнє компресійне кільце, В = нижнє компресійне кільце, С = розширювач кільця для знімання, D = верхня секція кільця для знімання, Е = нижня секція кільця для знімання.
Установка шатунно-поршневих зборок
1. Змастіть складання поршня та стінки першого циліндра чистою руховою олією.
2. Перевернувши колінчастий вал, наведіть першу шатунну шийку колінчастого валу в положення НМТ. Насухо протріть шийку чистим ганчір'ям, потім змастіть її чистим руховим маслом.
3. Зніміть кришку нижньої головки шатуна і протріть вкладки підшипника або замініть їх за потребою. Змастіть вкладиші чистою руховою олією.
4. Надягніть на болти кріплення кришки відрізки пластмасової трубки для захисту стінок циліндра та шийки валу.
5. Стисніть поршневі кільця спеціальним інструментом, потім заправте шатунне складання в перший циліндр, постукуючи рукояткою молотка в днище поршня і одночасно спрямовуючи головку шатуна на шийку шатунного підшипника колінчастого валу.
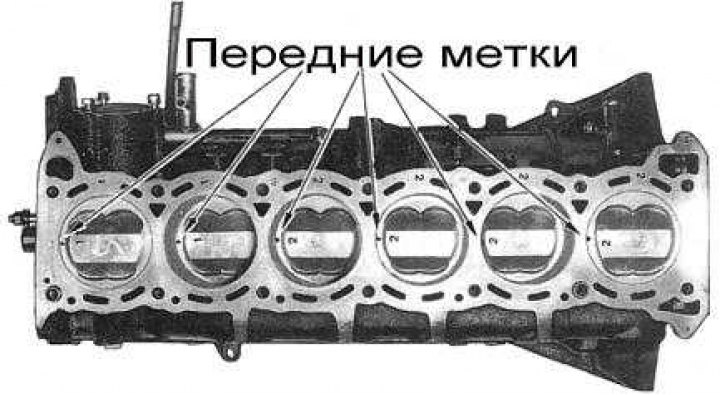
Примітка. Поршень повинен заводитися в циліндр передньою міткою на днищі (див. супровідну ілюстрацію - цифри на циліндрах і характеризують розмірні параметри (стандартні або ремонтні)) вперед по двигуну, оправлення інструменту для стиснення поршневих кілець повинна щільно притискатися до блоку по всьому периметру протягом установки шатунного складання.
6. Зніміть із болтів кріплення кришки нижньої головки шатуна захисні пластмасові трубки.
7. Надягніть на головку шатуна кришку підшипника, стежачи за суміщенням нанесених у процесі демонтажу посадкових міток. Затягніть кріпильні:
- На першому етапі затягніть гайки із зусиллям 14÷16 Нм;
- Потім підтягніть гайки із зусиллям 38÷44 Нм, або (що краще) по кутоміру ще на (60°65°).
8. Діючи в аналогічній манері, встановіть шатунно-поршневі зборки в циліндри, що залишилися (відповідні їм).
9. Подальша установка проводиться у порядку, зворотному порядку демонтажу.