Визуална проверка на разпределителния вал
Проверете за прорези и износване.
Ако се открият дефекти, сменете разпределителния вал.
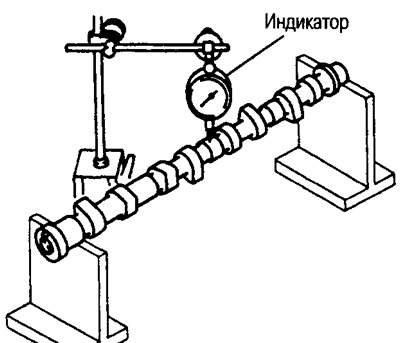
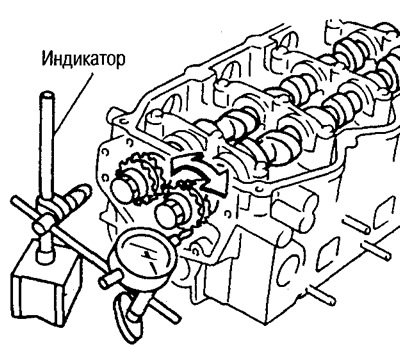
Изтичане на разпределителния вал
Поставете разпределителния вал върху призми под главните шейни #1 и #5.
Инсталирайте индикаторната сонда вертикално на врата №3.
Завъртете разпределителния вал с ръка в една посока и запишете максималното отклонение на индикаторната игла.
Ударът е равен на ½ от отклонението на индикаторната игла.
- Гранично изтичане: 0,05 mm
Височина на разпределителния вал
Измерете височината на гърбицата с микрометър.
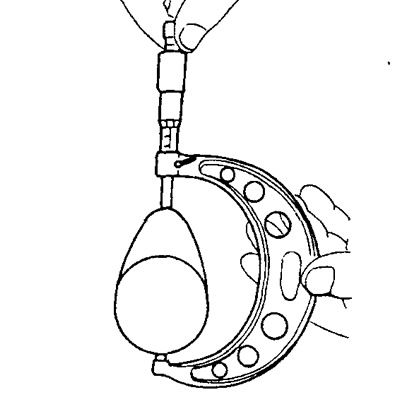
Стандартна височина:
- Вход: 39,6±0,095 mm
- Изход: 40,0+0,095 mm
Хлабината на маслото в шейните на разпределителния вал
Външен диаметър на шейните на разпределителния вал
Измерете диаметрите на шейните на разпределителния вал с микрометър.
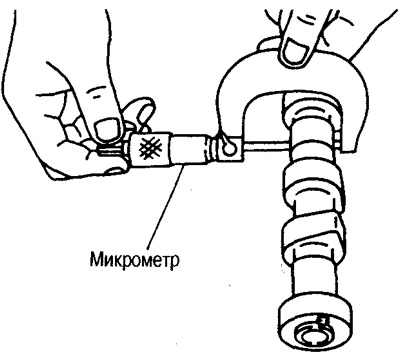
Стандартен диаметър:
- Врат №1: 30,435-30,455 мм
- Вратове № 2-5: 23,935-23,955 мм
Вътрешен диаметър на конзолите на разпределителния вал
Затегнете болтовете на скобата на разпределителния вал с правилния въртящ момент.
Измерете вътрешния диаметър на скобата на разпределителния вал с вътрешен габарит.

Стандартен диаметър:
- Скоба 1: 30,500-30,521 мм
- Скоби 2-5: 24 000-24 021 мм
Изчисляване на масления луфт в шейните на разпределителния вал
(Просвет на масло) = (ID на скоба) - (Присъединете се към OD)
- Стандартен просвет: 0,045-0,086 mm
Ако хлабината на маслото в шейните на разпределителния вал е по-голяма от спецификацията, погледнете измерванията на диаметрите на всяка част и сменете блока на цилиндровата глава и/или разпределителния вал.
Забележка: Защото Тъй като конзолите на разпределителния вал се произвеждат заедно с главата на цилиндъра, те не могат да се сменят поотделно.
Крайна хлабина на разпределителния вал
Инсталирайте индикатора към предния край на разпределителния вал и измерете крайния луфт, като преместите разпределителния вал напред и назад в аксиална посока.
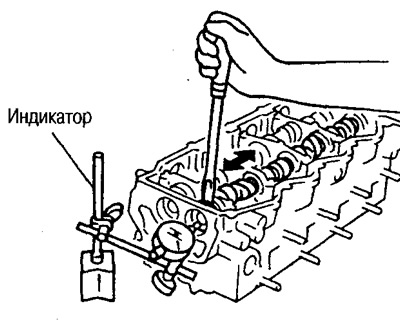
- Стандартна хлабина: 0,070-0,148 mm
- Ограничение на хлабината: 0,24 mm
Ако хлабината е по-голяма от ограничението, сменете разпределителния вал и проверете отново.
Ако крайната хлабина е по-голяма от спецификацията при повторна проверка, сменете главата на цилиндъра.
Изтичане на зъбното колело на разпределителния вал
Използвайте циферблат, за да измерите биене на зъбното колело на разпределителния вал.
- Гранично изтичане: 0,15 mm
Визуална проверка на крановете на клапаните
Проверете повдигачите на клапаните за нарязване и износване. Ако се открият дефекти, сменете тласкача.
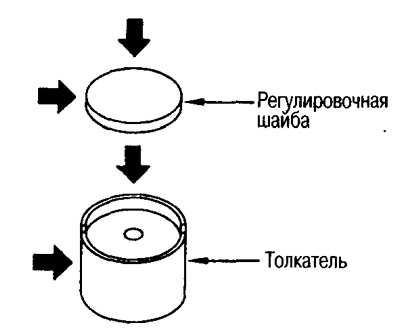
Визуална проверка на подложките
Проверете подложките за прорези и износване на контакта на гърбицата. Ако се открият дефекти, сменете шайбата.
Хлабина в тапата
Измерване на външния диаметър на тласкача
С помощта на микрометър измерете външния диаметър на кранчето.
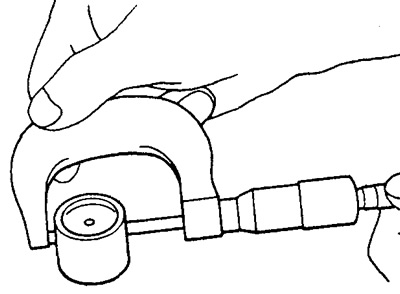
- Стандартен диаметър: 29,960-29,975 мм
Диаметър на отвора за кран
С помощта на вътрешен габарит измерете диаметъра на отвора на отвора в цилиндровата глава.
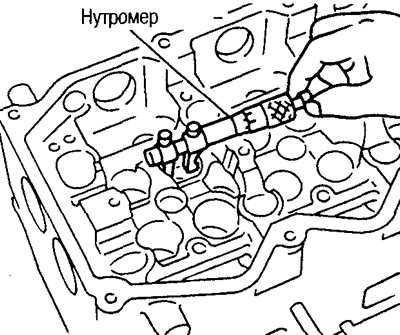
- Стандартен диаметър: 30 000-30 021 мм
Изчисляване на хлабината на отвора
(Пролука) = (Диаметър на отвора на главата на цилиндъра) - (Диаметър на буталото)
- Стандартен просвет: 0,025-0,061 mm
Ако хлабината не е в рамките на спецификацията, погледнете измерванията на диаметъра и сменете главата на цилиндъра и/или повдигача на клапана.