Bilješka. Standardne vrijednosti za sve provjere navedene su u odjeljku «Servisni podaci i specifikacija» na kraju poglavlja.
Provjera aksijalnog zazora koljenastog vratila
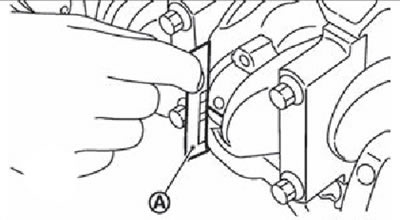
Korištenje indikatora brojčanika (A), izmjerite aksijalni zazor koljenastog vratila pomičući radilicu naprijed-natrag pomoću odvijača koliko god možete.
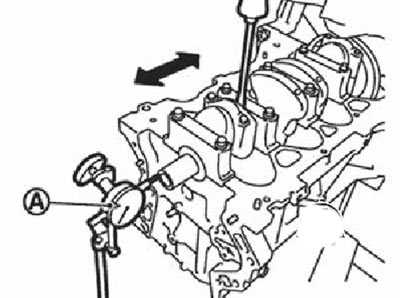
Ako dobivena vrijednost premašuje najveću dopuštenu vrijednost, zamijenite potisne poluprstenove i ponovno izmjerite. Ako krajnji zazor i dalje prelazi granicu, zamijenite radilicu novom.
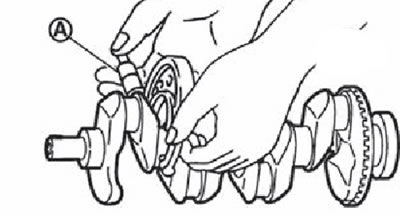
Provjera bočnog zazora klipnjače
Izmjerite bočni zazor između klipnjače i rebra koljenastog vratila pomoću niza ravnih mjerača (A).
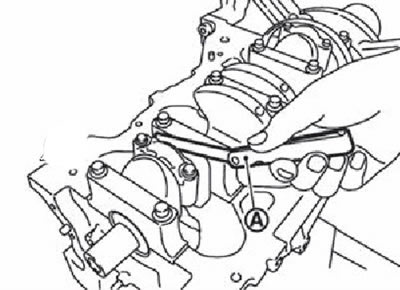
Ako dobivena vrijednost prelazi granicu, zamijenite klipnjaču i ponovno izmjerite. Ako zazor i dalje prelazi granicu, zamijenite radilicu.
Razmak između klipa i osovinice klipa
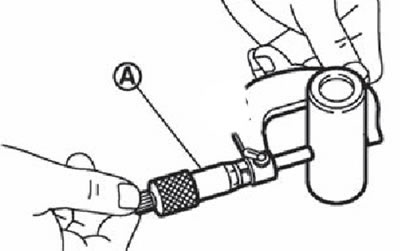
Promjer rupe klipnog klipa
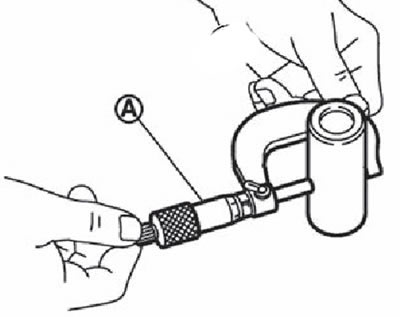
Pomoću mikrometra (A), izmjerite unutarnji promjer provrta osovinice klipa.
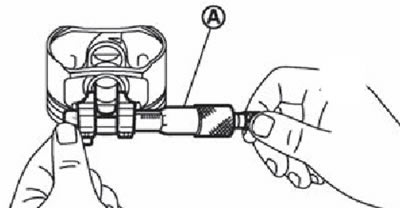
Vanjski promjer osovinice klipa
Mikrometar (A) izmjerite vanjski promjer osovinice klipa.
Razmak između klipa i osovinice klipa
(Razmak između klipa i osovinice klipa) = (Promjer provrta klipa) - (Promjer osovinice klipa)
Ako dobivena vrijednost zazora nije točna, zamijenite klip i osovinicu klipa u kompletu.
Bilješka.
- Prilikom zamjene klipa s klipom, slijedite informacije o odabiru klipa (Pogledaj ispod).
- Samo se osovinice klipa razlikuju po grupama veličina (rupe u klipu), selektivno odabrani u tvornici. Ne postoje grupe veličina za klipne osovine dostupne kao rezervni dijelovi (samo isporučeno "nula" grupa veličine).
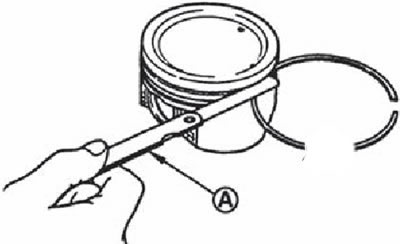
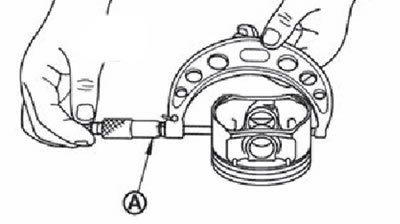
Bočni zazor klipnog prstena
Izmjerite zazor između klipnih prstenova i žljebova u klipu pomoću niza ravnih mjerača (A).
Ako dobivena vrijednost prelazi granicu, zamijenite klipni prsten i ponovno izmjerite. Ako zazor i dalje prelazi granicu, probušite cilindar i upotrijebite preveliki klip i klipne prstenove.
Zazor klipnog prstena
Provjerite je li unutarnji promjer provrta cilindra unutar specifikacije (cm. "Zazor između klipa i cilindra" ispod).
Podmažite klip (1) i klipni prsten (2) svježe motorno ulje, zatim klipom gurnite klipni prsten (A) do sredine cilindra (U), i izmjerite zazor u bravi klipnog prstena s ravnim mjeračem (S).
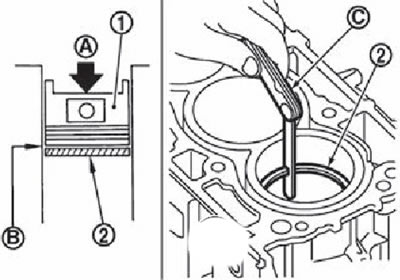
Ako izmjerena vrijednost premaši graničnu vrijednost, zamijenite klipni prsten i ponovno izmjerite. Ako mjerenje i dalje prelazi granicu, izbušite provrt cilindra i koristite veće klipove i klipne prstenove.
Savijanje i uvijanje klipnjače
Provjerite geometrijske parametre klipnjače pomoću posebno dizajniranog stalka.
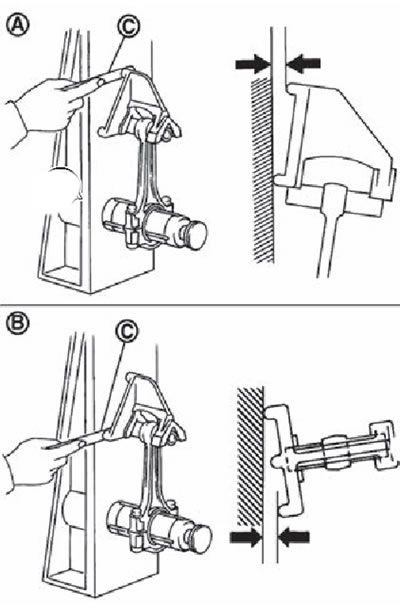
A. Zavoj.
B. Torzija.
C. Set ravnih pipa.
Ako dobiveni parametri premašuju najveće dopuštene vrijednosti, zamijenite klipnjaču novom.
Promjer klipnjače
Ugradite poklopac klipnjače (1) bez ležaja klipnjače i zategnite vijke klipnjače navedenim momentom.

1. Kapica klipnjače.
2. Klipnjača.
Izmjerite unutarnji promjer donjeg kraja klipnjače pomoću unutarnjeg mjerača.
Ako dobivena vrijednost prelazi granicu, zamijenite sklop klipnjače.
Zazor u gornjoj glavi klipnjače
Unutarnji promjer klipnjače
Korištenje mikrometra s unutarnjim mjeračem (A), izmjerite unutarnji promjer čahure klipnjače.
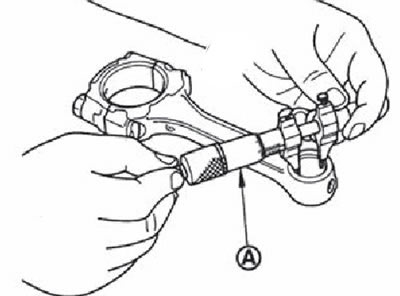
Vanjski promjer osovinice klipa
Mikrometar (A) izmjerite vanjski promjer osovinice klipa.
Zazor u gornjoj glavi klipnjače
(Zazor u gornjoj glavi klipnjače) = (Unutarnji promjer čahure klipnjače) - (Vanjski promjer osovinice klipa)
Ako dobivena vrijednost zazora nije ispravna, zamijenite sklop klipnjače i/ili sklop klipa i osovinice klipa.
Prilikom zamjene klipa s klipom, slijedite informacije o odabiru klipa (Pogledaj ispod).
Prilikom zamjene klipnjače pridržavajte se informacija o izboru ležaja klipnjače (Pogledaj ispod).
Neravnina gornje površine bloka cilindra
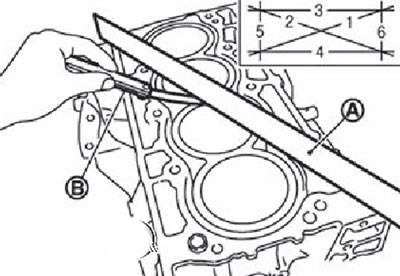
Pomoću strugala uklonite preostalu brtvu s gornje površine bloka cilindra, a također očistite površine od ulja, naslaga ugljika i drugih onečišćenja.
Pažnja. Pazite da ostaci brtve ne uđu u kanale za ulje i rashladnu tekućinu u bloku cilindra.
S ravnalom (A) i set ravnih sondi (U) izmjerite ravnost površine bloka cilindra na nekoliko točaka u šest smjerova.
Ako izmjerena vrijednost nije točna, zamijenite glavu cilindra novom.
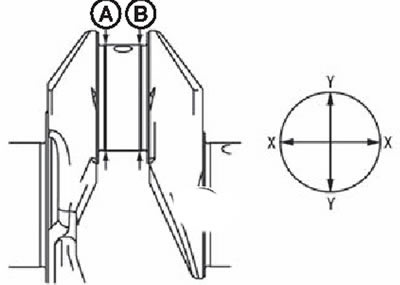
Unutarnji promjer ležaja glavnih ležajeva
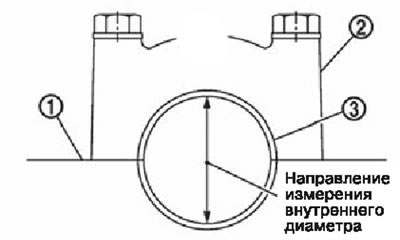
Ugradite poklopce glavnih ležajeva bez školjki i zategnite pričvrsne vijke navedenim momentom.
Izmjerite unutarnji promjer ležišta glavnog ležaja pomoću mjerača provrta.
Mjerenje treba izvršiti u ravnini prikazanoj na slici (5 mm od prednjeg ruba ležišta glavnog ležaja) u dva smjera. Za analizu odaberite najmanji od dvije dobivene vrijednosti promjera.
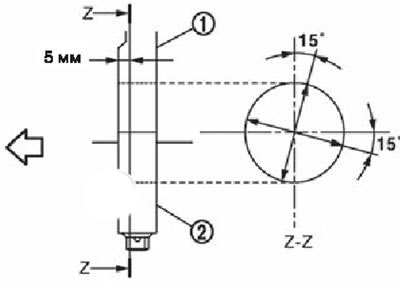
1. Blok cilindra.
2. Poklopac glavnog ležaja.
Strelica pokazuje prema prednjem dijelu motora.
Ako dobivena vrijednost nije točna, zamijenite blok cilindra sa sklopom poklopca glavnog ležaja.
Bilješka. Poklopci glavnih ležajeva ne podliježu zasebnoj zamjeni, jer se buše zajedno s blokom cilindra.
Zazor između klipa i cilindra
Unutarnji promjer provrta cilindra
Korištenje čeljusti (A), izmjerite promjere provrta cilindra u različitim ravninama i smjerovima kako biste odredili količinu istrošenosti, ovalnost i konusnost cilindra (pravcima «X» i «Y» u avionima «A», «U» i «S»; «Y» - uzdužni smjer u odnosu na motor).
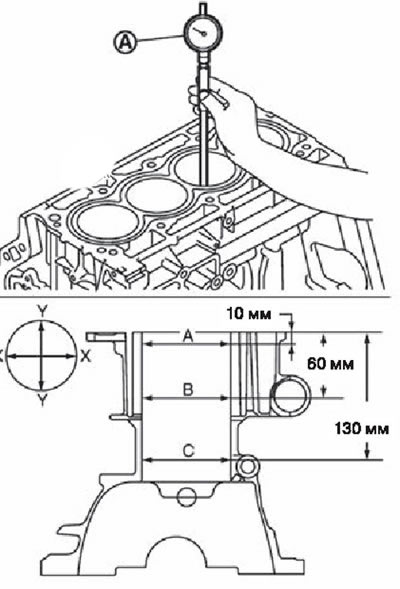
Bilješka. Da biste odredili grupu veličina provrta cilindra, izmjerite promjer cilindra u smjeru «X» u avionu «U».
Ako dobivene vrijednosti premašuju najveće dopuštene vrijednosti ili ako na zrcalu cilindra postoje ogrebotine i / ili neravnine, zamijenite blok cilindra novim.
Bilješka. Upotreba prevelikih klipova nije dopuštena.
Promjer suknje
Mikrometar (A) izmjerite vanjski promjer ruba klipa.
Zazor između klipa i cilindra
Koristeći izmjerene vrijednosti promjera cilindra i klipa, izračunajte vrijednost zazora (smjer "X", avion "U").
(Gap) = (Promjer cilindra) - (Promjer suknje).
Ako je dobivena vrijednost veća od granice, zamijenite sklop klipa i osovinice klipa i/ili blok cilindra.
Promjer rukavca koljenastog vratila
Mikrometrom izmjerite vanjski promjer rukavca ležaja radilice (A).
Ako dobivena vrijednost nije točna, izmjerite zazor glavnog ležaja i upotrijebite prevelike školjke glavnog ležaja.
Promjer rukavca klipnjače koljenastog vratila
Mikrometrom izmjerite vanjski promjer rukavca radilice.
Ako je dobivena vrijednost izvan specifikacije, izmjerite zazor u ležaju klipnjače i koristite prevelike ležajeve klipnjače.
Ovalnost i konus rukavaca radilice
Pomoću mikrometra izmjerite promjer svakog glavnog rukavca i rukavca klipnjače na četiri točke na rukavcu radilice kao što je prikazano na slici.
Izvan okruglosti se definira kao razlika u promjeru između smjerova «X» i «Y» u avionima «A» i «U».
Konus se definira kao razlika u promjeru između ravnina «A» i «U» u smjerovima «X» i «Y».
Ako dobivene vrijednosti premašuju najveće dopuštene vrijednosti, ponovno brusite ili zamijenite radilicu.
Nakon ponovnog brušenja izmjerite zazore u glavnim ležajevima i ležajevima klipnjače, a zatim odaberite košuljice glavnih i/ili ležajeva klipnjače.
Ispuštanje radilice
Ugradite prizme osim ploče za označavanje i stavite radilicu na prizme.
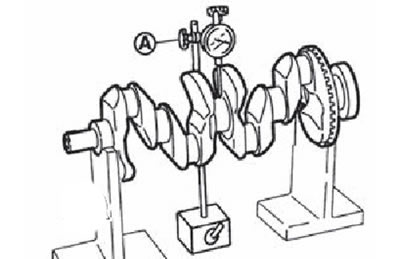
Ugradite brojčanik na srednji glavni rukavac (№ 3).
Rotirajući koljenasto vratilo, izmjerite odstupanje koljenastog vratila duž srednjeg glavnog vrata (puna amplituda kretanja strelice).
Ako dobivena vrijednost prelazi granicu, zamijenite radilicu novom.
Zazor u ležajevima klipnjače
Definicija procijenjenog razmaka
Ugradite ležajeve klipnjače (2) u klipnjaču (3) i poklopac klipnjače (1), zatim zategnite vijke klipnjače na navedeni moment.

1. Kapica klipnjače.
2. Klipnjača.
Pomoću mikrometra s unutarnjim mjeračem izmjerite unutarnji promjer otvora na donjem kraju klipnjače.
(Gap) = (Promjer provrta klipnjače) - (Promjer radilice)
Ako razmak premašuje najveću dopuštenu vrijednost, odaberite odgovarajuće ležajeve klipnjače na temelju promjera otvora u donjoj glavi klipnjače, promjera rukavca klipnjače i potrebnog zazora ulja.
Mjerenje razmaka kalibriranom žicom
Temeljito obrišite vrat klipnjače koljenastog vratila i ležajeve klipnjače.
Izmjerite i izrežite kalibriranu Plastigage plastičnu žicu na duljinu nešto manju od širine košuljice i postavite je duž grla, ali ne preko otvora za ulje.
Ugradite ležajeve klipnjače u klipnjaču iu poklopac klipnjače, zategnite matice navedenim momentom.
Pažnja. Ne okrećite radilicu.
Skinite poklopac klipnjače s čahurom i izmjerite širinu žice u najspljoštenijem dijelu, a zatim pomoću mjerne ljestvice odredite vrijednost radijalnog zazora ulja.
Bilješka. Ako je razmak veći od maksimuma, poduzete su mjere iste kao u slučaju metode izračuna.
Zazor u glavnim ležajevima
Definicija procijenjenog razmaka
Ugradite glavne ljuske ležaja (3) u blok cilindra (1) i poklopac glavnog ležaja (2), zatim zategnite vijke poklopca na navedeni moment pritezanja.
Izmjerite unutarnji promjer glavnog ležaja mjeračem provrta.
(Zazor u glavnom ležaju) = (Unutarnji promjer glavnog ležaja) - (Promjer rukavca koljenastog vratila)
Ako dobivena vrijednost premašuje najveću dopuštenu vrijednost, odaberite odgovarajući promjer ljuski glavnih ležajeva i glavnih rukavaca radilice kako biste osigurali potreban zazor u glavnim ležajevima.
Mjerenje razmaka kalibriranom žicom
Temeljito očistite rukavac radilice i glavne ležajeve.
Izmjerite i izrežite kalibriranu Plastigage plastičnu žicu na duljinu nešto manju od širine košuljice i postavite je duž grla, ali ne preko otvora za ulje.
Ugradite školjke glavnog ležaja u blok cilindra i poklopac glavnog ležaja, zategnite pričvrsne vijke na navedeni moment.
Pažnja. Ne okrećite radilicu.
Uklonite poklopac glavnog ležaja s čahurom i izmjerite širinu žice u najspljoštenijem dijelu, a zatim pomoću mjerne ljestvice odredite vrijednost radijalnog zazora ulja.

Bilješka. Ako je razmak veći od maksimuma, poduzete su mjere iste kao u slučaju metode izračuna.
Visina izbočine ljuske glavnog ležaja
Nakon uklanjanja pokrova korijena s oblogom (1), čiji su vijci zategnuti na navedeni moment, kraj čahure mora stršati (U) iznad konektora kreveta.
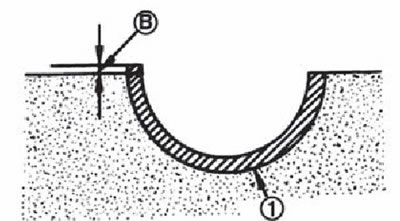
Ako nema izbočenja, zamijenite ležajeve.
Visina izbočine klipnog ležaja
Nakon skidanja poklopca klipnjače s ležajem (1) (vijci klipnjače su zategnuti na navedeni moment) kraj umetka treba viriti (U) iznad konektora kreveta.
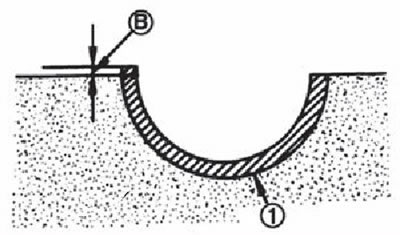
Ako nema izbočenja, zamijenite ležajeve.
Vanjski promjer vijaka poklopca glavnog ležaja
Izmjerite vanjski promjer ("d1", "d2") u dvije točke kao što je prikazano na slici.
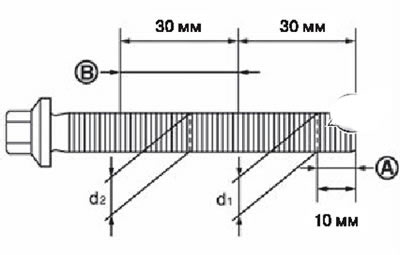
A: mjerno mjesto "d1".
B: fino mjerenje "d2".
Ako se stanjivanje vijka ne dogodi na mjestu naznačenom na slici "d2", au drugom, onda se ova točka mora smatrati kao "d2".
Bilješka. Najveća dopuštena razlika ("d1"-"d1"): 0,15 mm.
Ako razlika između dva promjera premašuje ograničenje, zamijenite glavni vijak poklopca ležaja novim.
Vanjski promjer vijaka klipnjače
Izmjerite vanjski promjer «d» na mjestu naznačenom na slici.
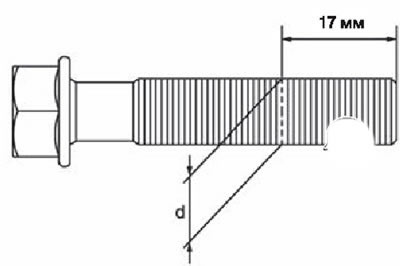
Ako se stanjivanje vijka ne dogodi na mjestu naznačenom na slici "d1", au drugom, onda se ova točka mora smatrati kao "d1".
Bilješka. Najveći dopušteni promjer: 7,75 mm.
Ako dobivena vrijednost promjera klipnjače prelazi najveću dopuštenu vrijednost (vijak je pretanak), zamijenite vijak klipnjače novim.
Začepljenje ili oštećenje uljnog filtra sustava kontrole vremena usisnog ventila
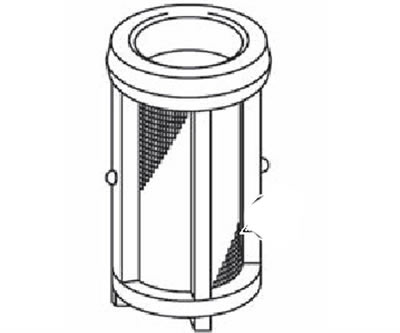
Provjerite ima li u filtru ulja stranih tvari i začepljenja. Očistite filter ako je potrebno.
Provjerite je li filter ulja oštećen. Zamijenite ako je potrebno.
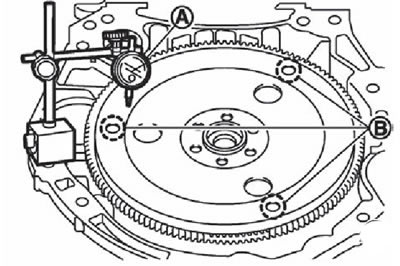
Deformacija zamašnjaka (modifikacije s ručnim mjenjačem)
S indikatorom na brojčaniku (A) izmjeriti količinu deformacije kontaktne površine zamašnjaka (okretati zamašnjak).
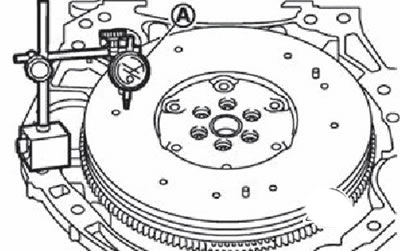
Bilješka.
- Mjerenje treba izvršiti na promjeru od 210 mm.
- Najveća dopuštena deformacija kontaktne površine zamašnjaka: ne više od 0,45 mm.
Ako izmjerena vrijednost nije točna, zamijenite zamašnjak.
Ako se na površini nađu znakovi gorenja ili promjene boje, uklonite ih brusnim papirom.
Pažnja. Nemojte dopustiti da magnat bude u neposrednoj blizini tijekom mjerenja (na postolju indikatora brojčanika) s impulsnim diskom na stražnjoj strani koljenastog vratila.
Igra zamašnjaka (modifikacije s ručnim mjenjačem)
Pažnja. Nemojte rastavljati zamašnjak s dvostrukim masama.
Zračnost zamašnjaka u aksijalnom smjeru (naprijed-nazad)
Izmjerite aksijalni zazor (naprijed-nazad) pri primjeni sile od 100 N (10,2 kg) u polumjeru od 125 mm od središta zamašnjaka.
Bilješka. Standardna vrijednost aksijalne zračnosti: ne više od 1,8 mm.
Ako dobivena vrijednost nije točna, zamijenite zamašnjak novim.
Obodna igra (uvijanje)
Provjerite količinu zračnosti oko oboda:
1. Umetnite montažni vijak potisne ploče kvačila (1) u montažnu rupu i postavite moment ključ (A) duž središnje linije zamašnjaka (2).
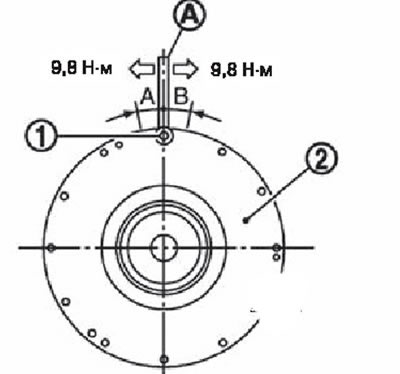
Bilješka. Zategnite vijak zakretnim momentom od 9,8 Nm kako biste spriječili njegovo nenamjerno okretanje.
2. Napravite oznake za poravnanje oko oboda dviju masa zamašnjaka bez primjene ikakvog opterećenja.
3. Primijenite silu od 9,8 Nm u svakom smjeru i zabilježite vrijednost u odnosu na pomak masa na strani mjenjača.
4. Izmjerite količinu relativnog pomaka «A» i «U» oko zamašnjaka na strani mjenjača.
Bilješka. Najveća dopuštena vrijednost: ne više od 33,2 mm.
Ako izmjerena vrijednost nije točna, zamijenite zamašnjak novim.
Deformacija pogonskog diska (izmjene na varijatoru)
Izmjerite količinu deformacije kontaktne površine pogonskog diska pomoću brojčanog indikatora (A) (okretati pogon).
Bilješka.
- Mjerenje koje treba izvršiti u području ograničenom promjerom od 12,4 mm i 20,0 mm oko rupe (U).
- Najveća dopuštena vrijednost deformacije: na bjelji 0,35 mm.
Ako izmjerena vrijednost nije točna, zamijenite pogonski disk novim.