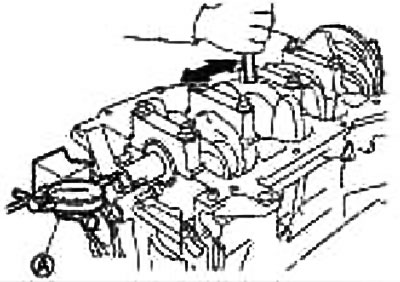
Axiálna vôľa kľukového hriadeľa
Pomocou indikátora (A) zmerajte vôľu medzi axiálnymi ložiskami a ramenom kľuky pohybom kľukového hriadeľa tam a späť.
Štandard: 0,098-0,260 mm
Limit: 0,35 mm
Ak nameraná hodnota prekročí limit, vymeňte axiálne ložiská a premerajte. Ak je vôľa stále nad limitom, vymeňte aj kľukový hriadeľ.
Bočná vôľa ojnice
So sondou (A) Zmerajte vôľu medzi ojnicou a ramenom kľuky.
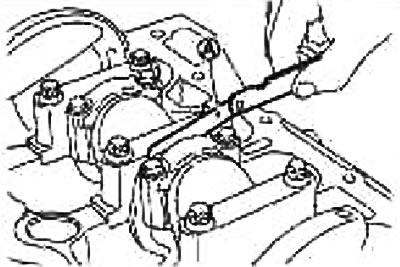
Štandard: 0,200-0,352 mm
Ak nameraná hodnota prekročí limit, vymeňte ojničné ložiská a zmerajte znova. Ak je vôľa stále nad limitom, vymeňte aj kľukový hriadeľ.
Olejová vôľa medzi piestom a piestnym čapom
Vnútorný priemer otvoru piestneho čapu
Zmerajte vnútorný priemer otvoru piestneho čapu pomocou dieromeru.
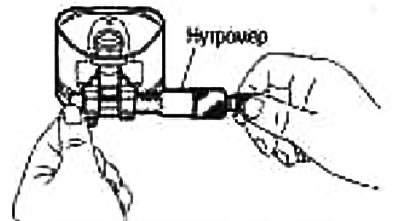
Štandard: 19,006-19,012 mm
Vonkajší priemer piestneho čapu
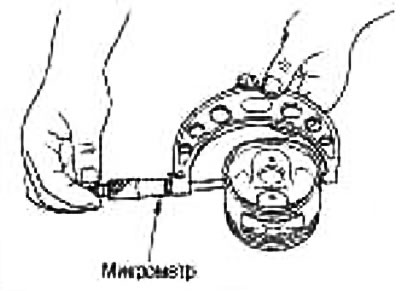
Pomocou mikrometra zmerajte vonkajší priemer piestneho čapu.
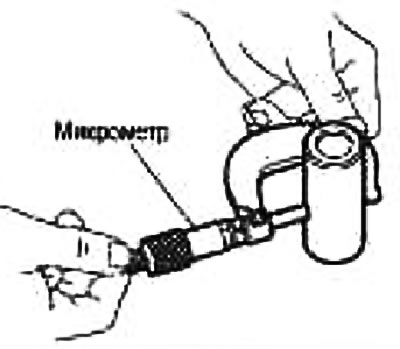
Štandard: 18,996-19,002 mm
Olejová vôľa medzi piestom a piestnym čapom
(Olejová vôľa piestneho čapu) = (priemer otvoru pre piestny čap) - (vonkajší priemer piestneho čapu)
Štandard: 0,008-0,012 mm
Ak je výsledná vôľa mimo špecifikácie, vymeňte zostavu piestu a piestneho čapu.
Bočná vôľa piestneho krúžku
Pomocou spáromeru zmerajte vôľu medzi piestnym krúžkom a drážkou piestneho krúžku (pozri obr.)
| Štandard | Vrchná kompresia | 0,040-0,080 mm |
| Druhá kompresia | 0,030-0,070 mm | |
| Škrabka na olej | 0,030-0,140 mm | |
| limit | Vrchná kompresia | 0,11 mm |
| Druhá kompresia | 0,10 mm |
Ak nameraná hodnota prekročí limit, vymeňte piestny krúžok a zmerajte znova. Ak je vôľa stále nad limitom, vymeňte aj piest.
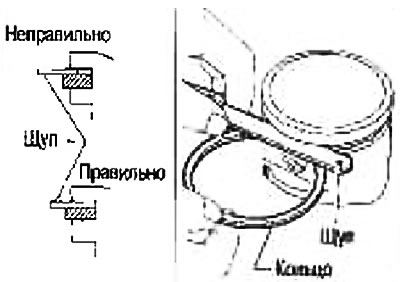
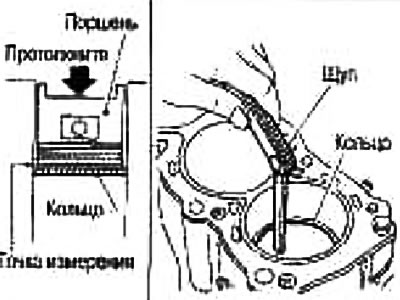
Medzera piestneho krúžku.
Uistite sa, že vnútorný priemer valcov je v rámci špecifikácií. Pozri nižšie «Vôľa medzi piestom a stenou valca».
Namažte piest a piestny krúžok čerstvým motorovým olejom a zatlačte piestny krúžok s piestom do stredu valca a pomocou spáromeru zmerajte medzeru v zámku.
| Štandard | Vrchná kompresia | 0,20-0,30 mm |
| Druhá kompresia | 0,35-0,50 mm | |
| Škrabka na olej (škrabací krúžok) | 0,20-0,60 mm | |
| Limit | Vrchná kompresia | 0,50 mm |
| Druhá kompresia | 0,66 mm | |
| Škrabka na olej (škrabací krúžok) | 0,92 mm |
Ak nameraná hodnota prekročí limit, vymeňte piestny krúžok.
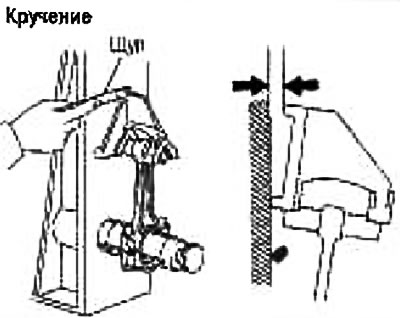
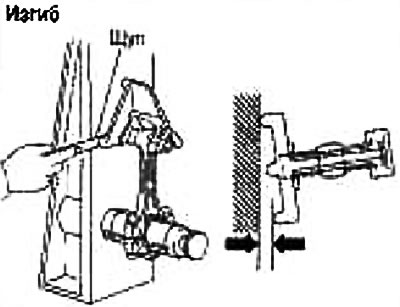
Ohýbanie a krútenie ojnice
Skontrolujte pomocou nástroja na vyrovnanie ojnice.
Konečný ohyb: 0,15 mm na 100 mm dĺžky
Konečné krútenie: 0,30 mm na 100 mm dĺžky
Ak krútenie alebo ohnutie prekračuje limit, vymeňte zostavu ojnice.
 |  |
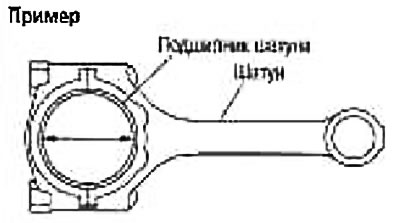
Veľký priemer konca
Namontujte uzáver ojnice bez ložiska a utiahnite skrutky ojnice na správny krútiaci moment. Postup uťahovania viď «zhromaždenie».
Zmerajte vnútorný priemer veľkého konca ojnice pomocou vnútorného meradla.
Štandard: 43,000-43,013 mm
Ak je vnútorný priemer mimo špecifikácie, vymeňte zostavu ojnice.
Ojnica malej hlavy puzdra na vôľu oleja
Vnútorný priemer puzdra malej hlavy ojnice
Odmerajte vnútorný priemer malého koncového puzdra ojnice pomocou vnútorného meradla.
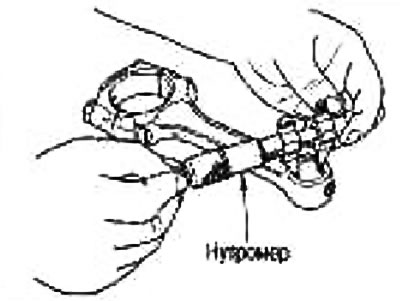
Štandard: 10,958-18,970 mm
Vonkajší priemer piestneho čapu
Zmerajte vonkajší priemer piestneho čapu pomocou mikrometra.
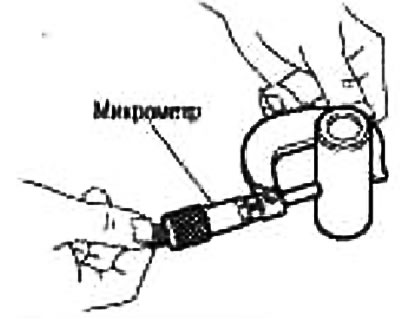
Štandard: 18,996-19,002 mm
Ojnica malej hlavy puzdra na vôľu oleja
(Ojnica malej hlavy puzdra na vôľu oleja) = (vnútorný priemer malého konca) - (vonkajší priemer piestneho čapu)
Štandard: -0,018 až -0,044 mm
Ak je získaná hodnota mimo špecifikácie, vymeňte zostavu ojnice a/alebo zostavu piestu a piestneho čapu.
Pri výmene zostavy ojnice vyberte ložisko ojnice podľa nižšie uvedenej časti «Vôľa oleja v ložisku veľkého konca».
Deformácia bloku valcov
Pomocou škrabky odstráňte všetky stopy tesnenia z povrchu bloku valcov, ako aj odstráňte olej, vodný kameň, uhlíkové usadeniny a iné nečistoty.
Upozornenie: Nedovoľte, aby sa zvyšky tesnenia dostali do olejových alebo chladiacich kanálov.
Skontrolujte, či sa horný povrch bloku valcov nedeformuje meraním v 6 rôznych smeroch pomocou pravítka a škárovej mierky.
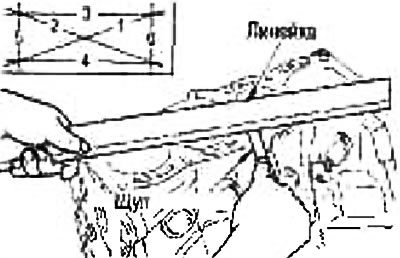
Limit: 0,1 mm
Ak deformácia prekročí limit, vymeňte blok valca.
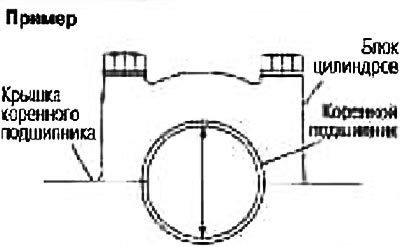
Vnútorný priemer puzdra hlavného ložiska
Nainštalujte kryty bez ložísk a utiahnite upevňovacie skrutky na požadovaný krútiaci moment. Postup uťahovania viď «zhromaždenie».
Pomocou vnútorného meradla zmerajte vnútorný priemer puzdra hlavného ložiska.
Vykonajte meranie na mieste znázornenom na obrázku (5 mm dozadu od predného konca puzdra hlavného ložiska), v 2 smeroch. Nižšia hodnota bude výsledkom merania.
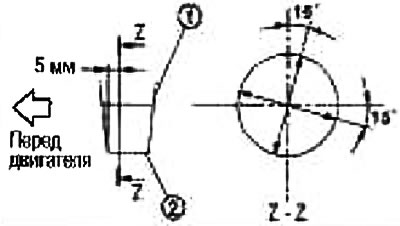
1. Blok valcov
2. Hlavný kryt ložiska
Štandard: 51,997-52,017 mm
Ak je priemer mimo špecifikácie, vymeňte blok valca a veká hlavného ložiska ako celok.
Poznámka: Blok valcov a veká hlavného ložiska sú vyrobené z jedného kusu. Môžu byť vymenené iba ako súprava.
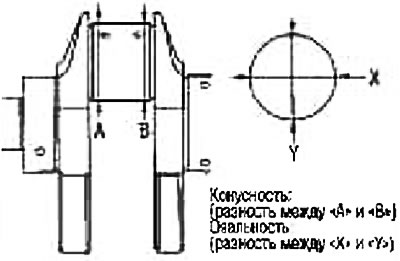
Vôľa medzi piestom a stenou valca
Vnútorný priemer valca
Pomocou dieromeru skontrolujte každý valec a skontrolujte opotrebovanie, neguľatosť a zúženie v 6 rôznych polohách: axiálne «X» A «Y» v bodoch «A», «IN» A «S». («Y» - pozdĺžna os motora).
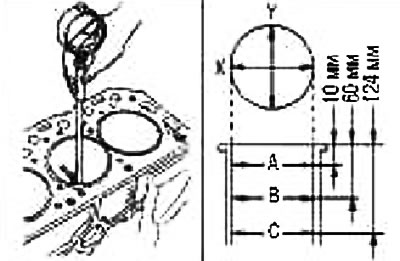
Poznámka: Pri určovaní triedy priemeru valca merajte v polohe «IN».
Štandardný vnútorný priemer: 78.000-78.015 mm
Hraničné opotrebenie: 0,2 mm
oválnosť (rozdiel medzi «X» A «Y»): 0,015 mm
Kužeľ (rozdiel medzi «A» A «S»): 0,010 mm
Ak nameraná hodnota prekračuje limit alebo ak sú na vnútorných stenách valca škrabance a/alebo škrabance, vymeňte blok valca.
Poznámka: Nadrozmerné piesty nie sú k dispozícii.
Priemer sukne
Zmerajte vonkajší priemer plášťa piesta pomocou mikrometra.
merací bod (vzdialenosť od dna): 37,1 mm
Štandard: 77,955-77,980 mm
Vôľa medzi piestom a stenou valca
Vykonajte výpočty na základe vonkajšieho priemeru plášťa piesta a vnútorného priemeru valca (os «X», bodka «IN»)
(Medzera) = (vnútorný priemer valca) - (vonkajší priemer plášťa piesta)
Štandard: 0,020-0,050 mm
Limit: 0,09 mm
Ak vôľa presahuje limit, vymeňte zostavu piestu a piestneho čapu a/alebo blok valca.
Priemer čapu kľukového hriadeľa
Zmerajte vonkajší priemer čapov kľukového hriadeľa pomocou mikrometra (A).
Štandard: 47,959-47,979 mm
Ak je priemer mimo špecifikácie, zmerajte vôľu oleja v hlavných ložiskách. Potom použite ložiská so zníženým nadrozmerom. Pozri nižšie «Olejová vôľa hlavných ložísk».
Priemer čapu kľukového hriadeľa
Zmerajte vonkajší priemer ojničných čapov pomocou mikrometra.
Štandard: 39,953-39,971 mm
Ak je priemer mimo špecifikácie, zmerajte vôľu oleja v ojničných ložiskách. Potom použite ložiská so zníženým nadrozmerom. Pozri nižšie «Olejová vôľa ojničných ložísk».
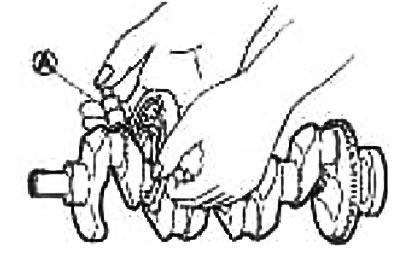
Ovalita a zúženie čapov kľukového hriadeľa
Pomocou mikrometra zmerajte všetky hlavné a ojničné čapy v 4 rôznych bodoch, ako je znázornené na obrázku.
Ovalita je určená rozdielom vo veľkosti medzi nápravami «X» A «Y» v bodoch «A» A «IN».
Kužeľ je určený rozdielom veľkosti medzi hrotmi «A» A «IN» pozdĺž osí «X» A «Y».
limit ovality (rozdiel medzi «X» A «Y»): 0,003 mm
Limit zúženia (rozdiel medzi «A» A «IN»): 0,004 mm
Ak nameraná hodnota prekročí limit, prebrúste alebo vymeňte kľukový hriadeľ.
V prípade prebrúsenia zmerajte olejovú vôľu prebrúsených hlavných a/alebo ojničných čapov a následne vyberte hlavné ložisko a/alebo ojničné ložisko. Pozri nižšie «Olejová vôľa hlavných ložísk» A «Olejová vôľa ojničných ložísk».
Hádzanie kľukového hriadeľa
Položte hranoly na rovný povrch a namontujte na ne kľukový hriadeľ s vonkajšími čapmi.
Inštalujte indikátor vertikálne (A) na koreňovom krčku č.3.
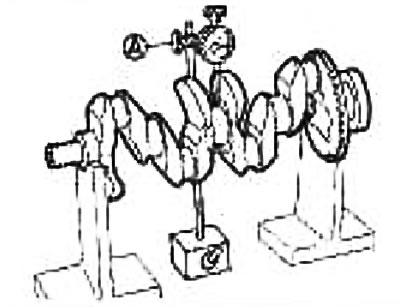
Otáčaním kľukového hriadeľa si prečítajte ukazovateľ (maximálna hodnota indikátora).
Limit: 0,10 mm
Ak hádzanie prekročí limit, vymeňte kľukový hriadeľ.
Olejová vôľa ojničných ložísk
Metóda výpočtu
Nainštalujte ložiská do ojnice a uzáveru a utiahnite skrutky ojnice na správny krútiaci moment. Postup uťahovania viď «zhromaždenie».
Pomocou vnútorného meradla zmerajte vnútorný priemer ojničného ložiska.
(Čistenie oleja) = (vnútorný priemer ojničného ložiska) - (vonkajší priemer kľukového čapu)
Štandard: 0,037-0,047 mm
Limit: 0,010 mm
Ak vôľa presahuje limit, vyberte požadované ojničné ložisko podľa priemeru veľkého konca ojnice a priemeru čapu kľukového hriadeľa a dosiahnite špecifikovanú vôľu oleja v ložisku. Pozri sekciu «Postup výberu ložiska ojnice».
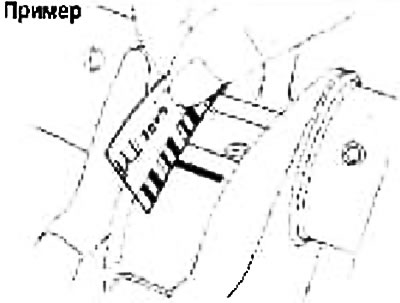
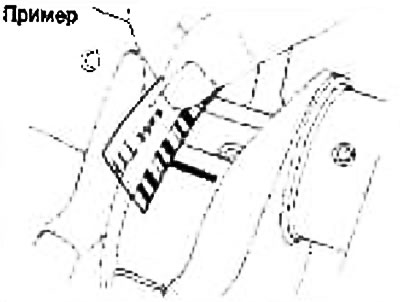
Metóda s použitím kalibrovaného plastového drôtu PLASTIGAGE
Úplne odstráňte olej a prach z kľukových čapov a povrchov ložísk.
Drôt narežte na kúsky o niečo kratšie ako je šírka ložísk, položte ich v smere osi kľukového hriadeľa, ale nie na olejové otvory.
Nainštalujte ojničné ložiská do ojníc a viečok a utiahnite skrutky správnym krútiacim momentom. Postup uťahovania viď «zhromaždenie».
Pozor: Neotáčajte kľukovým hriadeľom.
Odstráňte uzávery a ložiská ojnice a zmerajte šírku kusov drôtu pomocou stupnice na obale (pozri obr.).
Poznámka: Ak nameraná hodnota prekročí limit, vykonajte rovnaké opatrenia, ako je uvedené v časti nižšie «Metóda výpočtu».
Olejová vôľa hlavných ložísk
Metóda výpočtu
Nainštalujte hlavné ložiská do bloku valcov a krytov a utiahnite skrutky na požadovaný krútiaci moment. Postup uťahovania viď «zhromaždenie».
Zmerajte vnútorný priemer hlavných ložísk pomocou dieromeru.
(Čistenie oleja) = (vnútorný priemer hlavného ložiska) - (priemer čapu kľukového hriadeľa).
Štandard: 0,024-0,034 mm
Ak získaná hodnota presahuje limit, vyberte požadované hlavné ložisko podľa vnútorného priemeru hlavného ložiska a vonkajšieho priemeru hlavného čapu kľukového hriadeľa a dosiahnite špecifikovanú vôľu oleja v ložisku. Pozri sekciu «Postup pri výbere hlavných ložísk».
Metóda s použitím kalibrovaného plastového drôtu PLASTIGAGE
Úplne odstráňte olej a prach z hlavných čapov a povrchov ložísk.
Drôt narežte na kúsky o niečo kratšie ako je šírka ložísk, položte ich v smere osi kľukového hriadeľa, ale nie na olejové otvory.
Nainštalujte hlavné ložiská do bloku valcov a krytov a utiahnite skrutky na požadovaný krútiaci moment. Postup uťahovania viď «zhromaždenie».
Pozor: Neotáčajte kľukovým hriadeľom.
Odstráňte kryty hlavných ložísk a ložiská a zmerajte šírku kusov drôtu pomocou stupnice na obale.
Poznámka: Ak nameraná hodnota prekročí limit, vykonajte rovnaké opatrenia, ako je uvedené v časti «Metóda výpočtu».
Vyčnievanie hlavného ložiska nad deliacou rovinou
Pri demontáži uzáverov hlavných ložísk po dotiahnutí na požadovaný krútiaci moment s namontovanými hlavnými ložiskami musí okraj ložiska vyčnievať nad deliacu rovinu. Postup uťahovania viď «zhromaždenie».
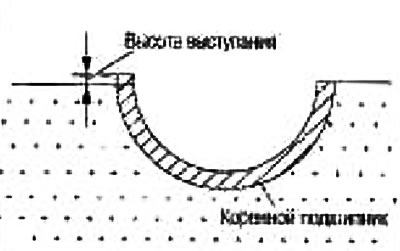
Štandard: musí mať rímsu.
Ak sú hlavné ložiská mimo špecifikácie, vymeňte ich.
Vyčnievanie ojničného ložiska nad deliacou rovinou
Pri demontáži viečok ojničných ložísk po dotiahnutí na požadovaný krútiaci moment s namontovanými ojničnými ložiskami musí okraj ložiska vyčnievať nad deliacu rovinu. Postup uťahovania viď «zhromaždenie».
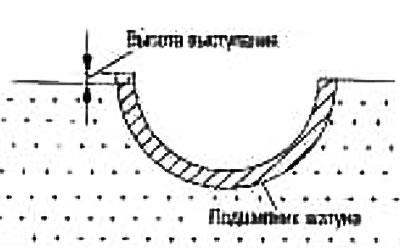
Štandard: musí mať rímsu
Ak sú ojničné ložiská mimo špecifikácie, vymeňte ich.
Vonkajší priemer skrutky veka hlavného ložiska
Zmerajte vonkajšie priemery («d1», «d2») na dvoch miestach znázornených na obrázku.
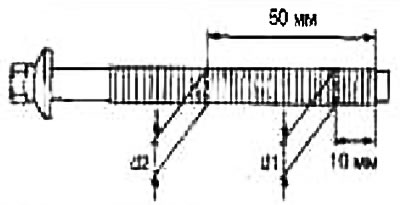
Ak je zúženie pozorované v inej oblasti ako «d2», označte ho ako «d2»
Limit («d1» - «d2») = 0,2 mm
Ak zúženie presiahne limit (veľký rozdiel veľkosti), vymeňte skrutku veka hlavného ložiska za novú.
Vonkajší priemer skrutky ojnice
Zmerajte vonkajší priemer «d» na mieste znázornenom na obrázku.
Ak je zúženie pozorované na inom mieste ako «d», označte ho ako «d».
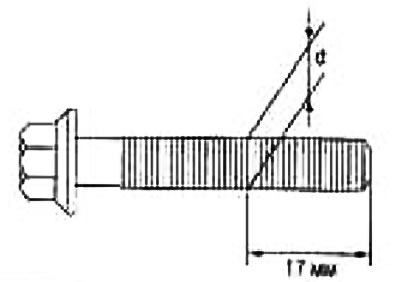
Limit: 7,75 mm
Keď veľkosť «d» prekračuje limit (chudnutie), vymeňte skrutku ojnice za novú.
Deformácia zotrvačníka
Pomocou indikátora zmerajte deformáciu styčnej plochy zotrvačníka so spojkou.
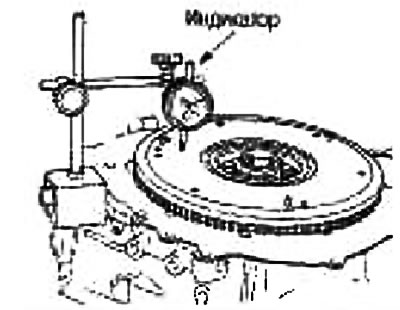
Štandardné: 0,25 mm
Ak je deformácia abnormálna, vymeňte zotrvačník.