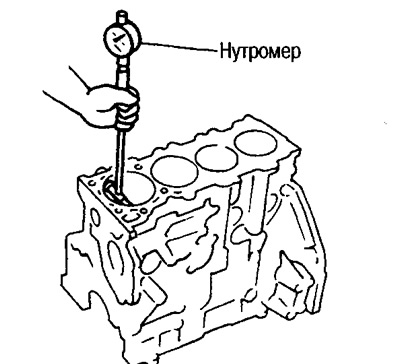
Cylinder inner diameter
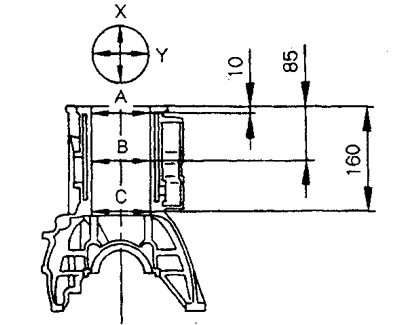
Using a bore gauge, check each cylinder for wear, out-of-roundness and taper at 6 different X and Y positions at A, B and C (top, center and bottom).
 |  |
- Standard cylinder inner diameter: 89.000-89.030mm
- Limit wear: 0.2 mm
- Limit ovality (difference between x and y): 0.015 mm
- Ultimate taper (difference between A and C): 0.010 mm
If the measured values are greater than the specified values, or if there are nicks or burn marks on the inner walls of the cylinder, honing or reboring.
There are pistons increased by 0.25 mm and 0.5 mm oversize. When using an oversized piston, honing so that the clearance between the piston and the cylinder wall is correct. In addition, use oversized piston rings to match the oversized piston.
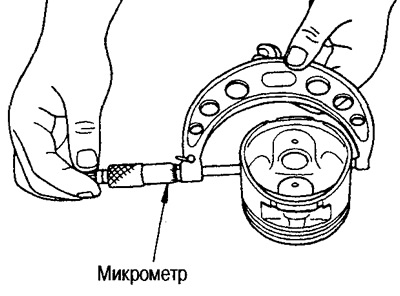
Piston outer diameter
Using a micrometer, measure the outside diameter of the piston.
- Measuring point: 59 mm down from the piston head.
- Standard diameter: 88.940-88.970 mm
Calculation of clearance between piston and cylinder wall
Make calculations based on the outer diameter of the piston skirt and the inner diameter of the cylinder (X-axis, point B).
(Gap) = (Cylinder inner diameter) - (Outer skirt diameter)
- Standard clearance at 20°C: 0.050-0.070 mm
If the clearance is greater than specification, replace the piston and piston pin assembly.