Note. To perform the procedures described below, you will need the following special equipment: micrometer and telescopic bore gauge (to check the condition of the cylinders); hone (for restoration of mirrors of cylinders) and tools for expanding and compressing piston rings (for assembly and installation of connecting rod and piston assemblies).
Removal of connecting rod and piston assemblies
Note. In principle, removal of the connecting rod/piston assemblies can be done without removing the engine from the vehicle, although given the difficulties associated with detaching the oil pan and working under the vehicle, this approach does not at all seem appropriate. The compilers of this manual recommend performing this work on the engine removed from the vehicle.
The components of the connecting rod and piston assembly are shown in the accompanying illustration.
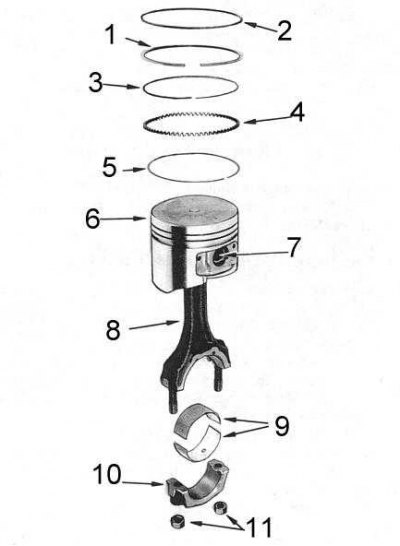
1 - lower compression ring; 2 - top compression ring; 3 - upper section of the oil scraper ring; 4 - oil scraper ring expander; 5 - lower section of the oil scraper ring; 6 - piston; 7 - piston pin; 8 - connecting rod; 9 - bearing shells; 10 - cover; 11 - nuts
1. Remove the engine from the car.
2. Mount the engine on a bench or sturdy workbench and remove the cylinder head, oil pan, and oil pump pickup from the engine.
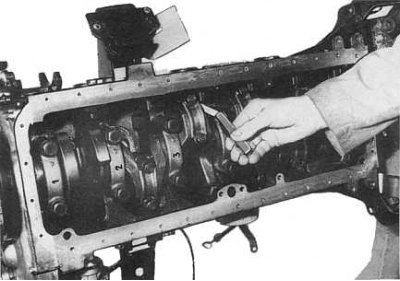
3. Make sure that there are identification marks on the lower heads of the connecting rods and the caps of the connecting rod bearings of the crankshaft. Try to remember the order in which the assemblies are installed.
4. Using a blade-type feeler gauge, check the end play of the connecting rods. When the backlash exceeds the allowable value (see tables of sizes and adjustments at the end of the guide), replace the worn connecting rod.
5. Having brought the piston of the first cylinder to the lowest point of its stroke, give the nuts securing the cover of the lower head of the connecting rod (connecting rod bearing). Remove the cover.
6. Wipe the bearing shell in the cap and the exposed part of the connecting rod journal with a clean, lint-free rag, then lay a piece of calibrated plastic wire from the Plastigage measuring set along the neck. Put the cover on the connecting rod and tighten the nuts of its fastening with the required force.
7. Turn away nuts, remove a cover and, having measured on a scale on packing of a set width of the flattened calibrated wire, define size of a backlash of a rod bearing. Compare measurement result with regulatory requirements (see tables of sizes and adjustments at the end of the guide), if the limit is exceeded, replace the bearing assembly.
8. Repeat the procedure for the remaining connecting rods. Note the amount of clearance for each of the bearings.
9. One by one, remove the covers of the lower heads of all connecting rods, then push the assemblies out of the cylinders through the top with a wooden hammer handle, and then immediately install their covers with inserted liners on the connecting rods.
Note. To protect the crankshaft journals and cylinder mirrors from damage during the removal of the connecting rod and piston assemblies, put pieces of a plastic tube on the bearing cap bolts.
10. If necessary, before proceeding with the extraction of connecting rod and piston assemblies, use a special countersink to remove stepped wear in the upper part of the cylinders.
11. Remove from pistons (through the top) piston rings and discard them.
Checking the condition of the pistons
1. Inspect the pistons for signs of operation, scratches, scuffs and burnouts.
2. Remove all traces of carbon deposits from the piston crown and ring grooves.

3. Assess the degree of wear of the annular grooves of the pistons. To do this, taking new measurements, check the value of their backlash in the corresponding grooves of each of the pistons (see accompanying illustration). Compare measurement result with regulatory requirements (see tables of sizes and adjustments at the end of the guide).
4. Inspect the connecting rod bearing shells for all pistons for signs of wear. When detecting the development of the outer edges of the liners, the corresponding connecting rod should be checked for bending.
Note. Since straightening the connecting rods requires special equipment, the compilers of this Guide recommend that this check and refurbishment be carried out in a car service workshop.
Check of a condition of the block and mirrors of cylinders
1. Check the cylinder mirrors for cracks, nicks, scratches and actuation marks.
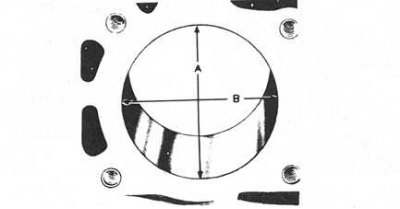
2. Using a special bore gauge complete with a micrometer, measure the diameters of the cylinders in order to assess the degree of their wear and identify ovality and taper. Take measurements in two directions (along and across the block) and at three levels along the height of the cylinders - along the upper limit of the piston stroke, in the middle and at the bottom. Difference between distances A and B (see accompanying illustration), measured along the upper and lower boundaries of the piston stroke determines the ovality of the cylinder, the difference between the measurements A in the upper and lower planes of the working section of the cylinder determines its taper.
3. From the results of the six measurements of each of the cylinders, select the maximum and minimum readings. The difference between these readings can be considered as a criterion for the degree of cylinder wear.
4. If the wear of any of the cylinders exceeds the allowable value (see tables of sizes and adjustments at the end of the guide), all cylinders should be machined to the standard repair size (in excess) followed by honing.
Note. The choice of the required repair size from among those provided by the standard is determined by the dimensions of the most heavily worn cylinder.
5. Using a flatness gauge and a blade-type feeler gauge, check the flatness of the top mating surface of the block (proceed as for checking the flatness of the cylinder head). If the non-flatness of the block exceeds the allowable value (see tables of sizes and adjustments at the end of the guide), remove the crankshaft, install the timing chain cover on the block and complete the assembly groove.
6. Thoroughly flush the block with a suitable solvent and dry it with compressed air, paying particular attention to purging oil lines and hard-to-reach cavities.
7. Inspect the block for cracks and other mechanical damage.
Honing cylinder mirrors
Note. Mirrors of cylinders suitable for use with old pistons, but requiring replacement of piston rings, are subject to honing.
1. To remove the polish from the cylinder mirrors, use a surface hone with 280 grit whetstones.
2. Move the rotating hone head up and down in the cylinder at a speed to achieve a 60°grid pattern. This treatment guarantees optimal conditions for running in the piston rings.
Attention! Do not remove more material from the cylinder mirror than is necessary to remove polishing, as otherwise an unacceptable increase in the cylinder diameter and, accordingly, the piston clearance will occur.
3. During processing, lubricate the nozzle and cylinder walls with special honing oil.
Attention! The use of gear or motor oils, as well as mineral spirits and kerosene for this purpose is unacceptable!
4. After honing is complete, thoroughly wipe the cylinder bores to remove all traces of abrasive from them.
5. After washing and drying the block, wipe the cylinder mirrors again with a clean, non-fluffy rag, then lubricate them with engine oil to prevent corrosion.
Piston clearance check
1. Using a quality bore gauge and micrometer, measure the diameters of all cylinders as described above.
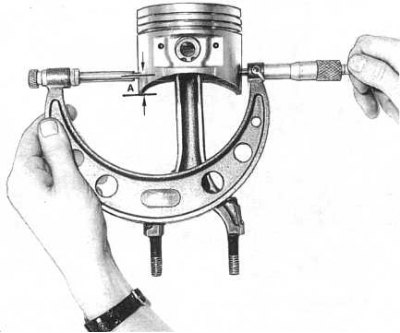
2. Measure the piston diameters at a distance of approx. 20 mm (A) in the accompanying illustration) from the bottom of the skirt.
3. Subtract the corresponding piston diameter from the cylinder diameter to determine the piston clearance. If the calculation results exceed the allowed values (see tables of sizes and adjustments at the end of the guide), at your discretion, replace the piston or turn and honing the cylinder.
4. After turning the cylinders to the standard repair size and honing them, repeat the procedure for determining piston clearances.
Note. If the piston, piston pin or connecting rod needs to be replaced, it should be done in a car service workshop that has at its disposal the necessary tools and a hydraulic press (for removing and installing piston pins).
Replacing piston rings
1. Select a set of new piston rings that match the size of your car engine cylinders (according to the standard or repair size).
2. Alternately fill each ring with the bottom of the inverted piston into the least worn part of the cylinder to measure the size of the gaps in their locks. Using a piston to fill the rings into the cylinder allows you to achieve a perpendicular arrangement of the ring.
3. After removing the piston, measure the gap in the ring lock using a blade-type feeler gauge.
Note. After measuring the gap in the lock, the ring should be used to complete the piston of this particular cylinder.
4. In accordance with the instructions included with the kit, put new rings on the corresponding pistons. Use a piston ring expander. Rings should be installed with marks up (to the bottom of the piston). Top, according to the instructions, you should install a chrome ring.
5. Lock the rings on the piston as shown in the accompanying illustration, where: A = upper compression ring, B = lower compression ring, C = oil ring expander, D = upper oil ring section, E = lower oil ring section.
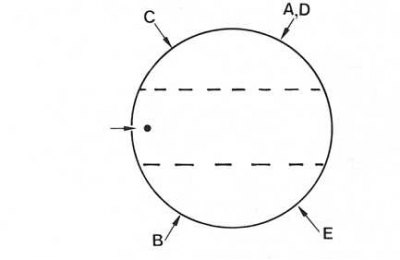
The arrow indicates the front mark
Installation of connecting rod and piston assemblies
1. Lubricate the piston assembly and the walls of the first cylinder with clean engine oil.
2. After turning the crankshaft, bring the first connecting rod journal of the crankshaft to the BDC position. Wipe the neck dry with a clean rag, then lubricate it with clean motor oil.
3. Remove the connecting rod cap and clean the bearing shells or replace them as needed. Lubricate the liners with clean engine oil.
4. Put pieces of a plastic tube on the bolts of the cover to protect the walls of the cylinder and the neck of the shaft.
5. Compress the piston rings with a special tool, then fill the connecting rod assembly into the first cylinder by tapping the piston with a hammer handle while guiding the connecting rod head onto the crankshaft connecting rod bearing journal.
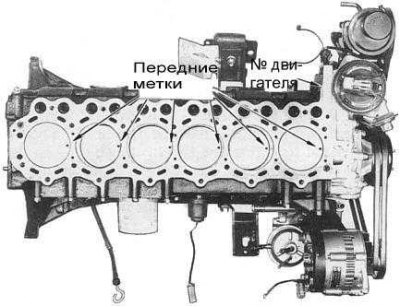
Note. The piston must enter the cylinder with the front mark on the bottom (see accompanying illustration) ahead of the engine.

Note. The mandrel of the piston ring compression tool must be firmly pressed against the block around the entire perimeter during the entire installation of the connecting rod assembly (see accompanying illustration).
6. Remove from bolts of fastening of a cover of the bottom head of a rod protective plastic tubes.
7. Put on a head of a rod a bearing cover, watching combination of the landing labels put in the course of dismantling. Tighten the fixing nuts to the required torque.
8. Proceeding in a similar manner, install the connecting rod and piston assemblies in the remaining (corresponding) cylinders.
9. Further installation is carried out in the reverse order of dismantling.