Backlash
1. Screw a suitable bolt into the connecting flange.
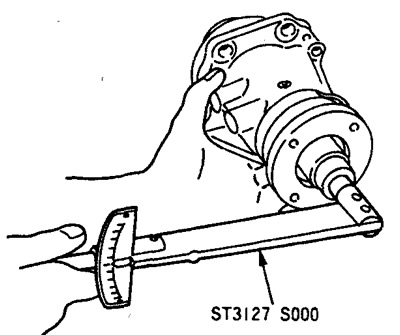
2. Install the indicator on the screwed-in bolt.
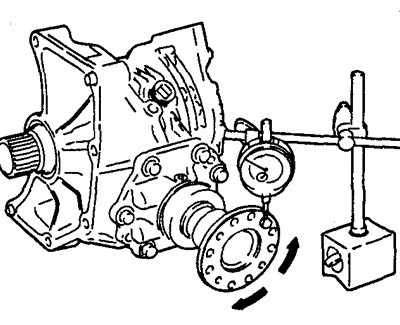
3. Measure the backlash around the circumference of the connecting flange and make sure it is within specification.
- Normal backlash: 0.13-0.19mm
If the play is out of range, disassemble, check and adjust.
Tooth engagement
1. Remove the drive gear clutch assembly, apply red lead to the drive gear.
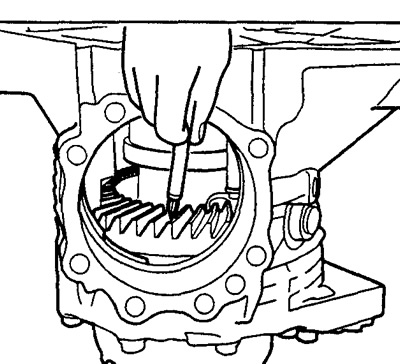
Attention: Apply red lead evenly on both faces of 3-4 teeth in 4 places evenly distributed around the circumference of the drive gear.
2. Install the shim and pinion clutch assembly.
3. Remove the plug from the top of the transfer case housing.
Caution: Before installing the plug, apply 1215 sealant to the threaded part of the plug (KR61000250), insert the plug and tighten it to the required torque.
4. Rotate the connecting flange several times in both directions and check the shape of the contact patch between the teeth of the drive gear and drive gear through the plug hole.
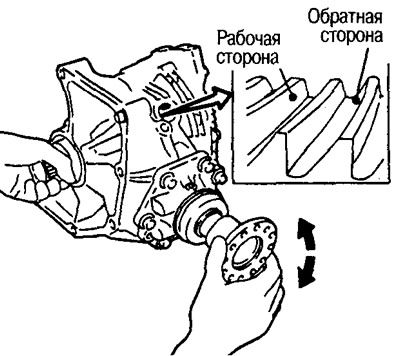
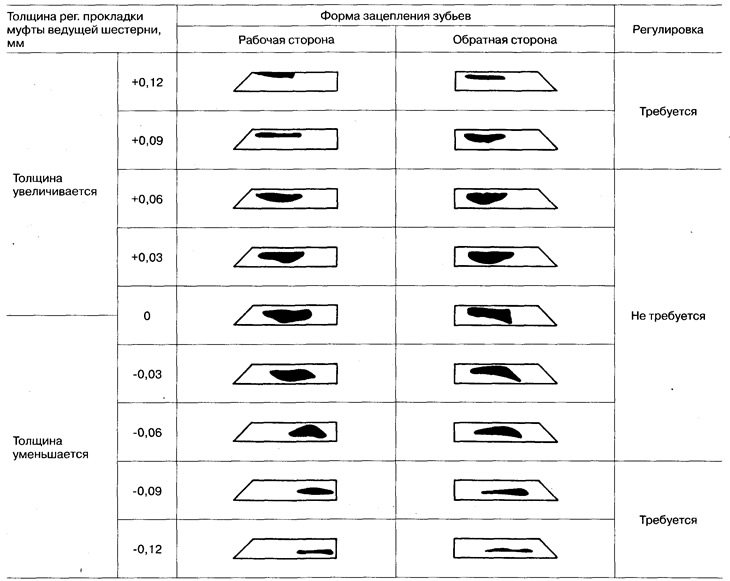
5. If the engagement pattern is abnormal, adjust the pinion height (size «X» on the image) in the following order.
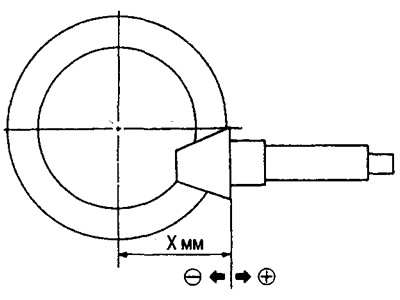
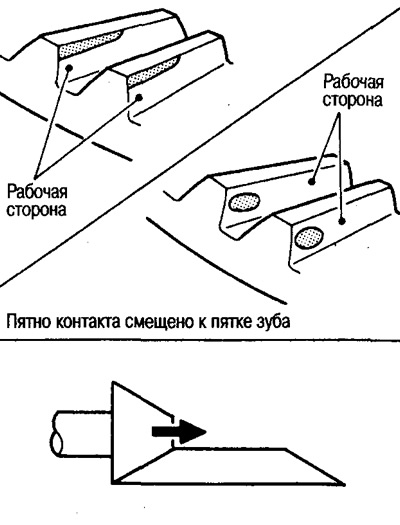
If the contact pattern is displaced at the end face or heel of the tooth, reduce the thickness of the drive gear clutch shim and move the drive gear closer to the drive gear.
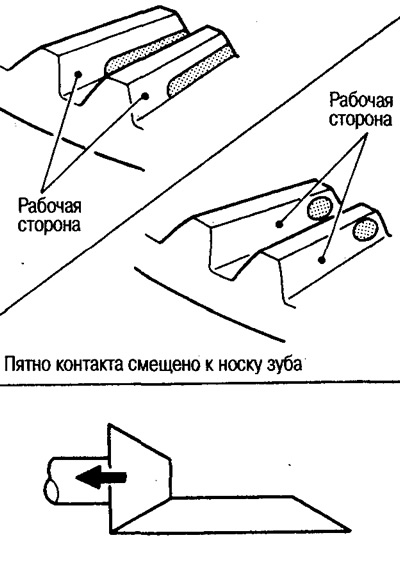
If the contact pattern is shifted towards the root of the tooth or the toe of the tooth, increase the thickness of the drive gear clutch shim and move the drive gear away from the drive gear.
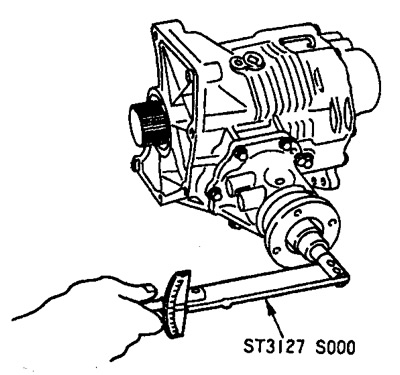
Preload
Pinion Bearing
1. Remove the drive gear clutch assembly, rotate the connecting flange 2-3 times in both directions. Make sure that there is no extraneous noise, jamming and other deviations from the norm.
2. Rotate the connecting flange 20 times or more to run the bearing in.
3. Using a special tool, measure the bearing preload.
- Bearing preload: 1.08-1.66 Nm (0.11-0.17 kg m)
Caution: Apply gear oil to all rotating components.
If the measured value is abnormal, disassemble the pinion clutch and check and adjust each component.
Total preload
1. Measure the preload (R,) drive gear bearing.
2. Install the shim and pinion clutch assembly.
3. Rotate the connecting flange 20 times or more to run the bearing in.
4. Using a special tool, measure the preload.
Total preload:
- If all oil seals are installed: P1+0,16-0,22 N-m (0.016-0.023 kg m)
- Without transfer case oil seals and ring gear: P1+0,06-0,12 N-m (0.006-0.013 kg m)
If the measured value is abnormal, please disassemble, check and adjust each component. When measuring the total preload after disassembly, measure it with the transfer case and ring gear oil seals removed, then install the oil seals.
Connecting flange runout
1. Install the indicator on the surface of the connecting flange (from the inside of the holes for the propeller shaft mounting bolts).
2. Rotate the connecting flange and measure the runout.
- Max runout: 0.08mm
3. Mount the indicator inside the hole on the end face of the flange.
4. Rotate the connecting flange and measure the runout.
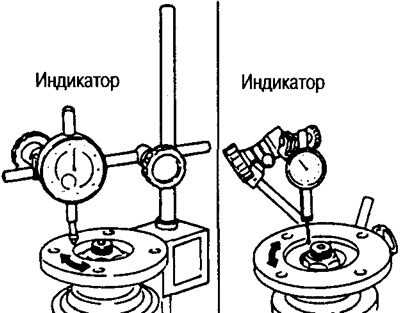
- Max runout: 0.08mm
5. If the runout exceeds the specified limit, make adjustments as indicated below.
(1) Check the runout by changing the angle between the connecting flange and the drive gear in 90°increments and find the point where the runout is minimal.
(2) If the runout is still over the limit after changing the angle, replace the connecting flange.
(3) If the runout is still over the limit after replacing the connecting flange, adjust the condition of the drive gear bearings and the gear assembly or replace the drive gear bearings.