Note. The following special tools are required for the following procedures: Stillson wrench and pinion flange puller (to replace the drive gear oil seal); the tools listed above, plus a bearing puller (for disassembly); press with backing plates, sensitive low range torque wrench and dial gauge (for assembly).
Replacing the drive gear oil seal
1. Jack up the rear of the vehicle and place it on jack stands under the frame side members.
2. Remove the drain plug and drain the oil from the rear axle housing.
3. Mark the position of the rear driveshaft in relation to the drive gear flange, then disconnect the driveshaft from the flange and tie it aside to the frame side member with a piece of wire.
4. Mark the position of the drive gear in relation to its flange.
5. Secure the flange with a large Stillson wrench and loosen the pinion nut.
6. Using a puller, remove the flange from the gear.
7. Using a sliding hammer or a suitable lever, remove the oil seal from the crankcase.
8. Clean the oil seal housing in the crankcase and check its walls for burrs and burrs.
9. Pack the space between the lips of the new oil seal with a lithium based multipurpose grease. Lubricate the outer edge of the oil seal with special grease and seat the latter perpendicularly into the final drive housing flush with its end face.
10. Using a soft-faced hammer, install the drive gear in place, making sure that the marks made during the dismantling process are aligned.
11. Lubricate the nut with sealant, put on the washer and tighten the nut with a force of 196 ÷ 284 Nm - on Hardtop models (Hardtop) and Universal (Station Wagon) and 167÷245 Nm - on Utility models (Van) (Utility) and mini truck (Cab Chassis).
12. Connect the cardan shaft to the flange (follow the alignment of the marks applied during the dismantling process). Tighten the fixing bolts with a force of 93÷108 Nm.
13. Pour the required amount of oil of the required grade into the axle housing (see tables of sizes and adjustments at the end of the guide).
General view of the final drive assembly
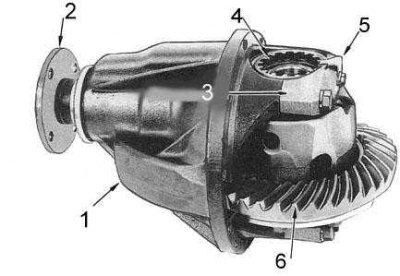
1 - crankcase; 2 - drive gear flange; 3 - bearing cap; 4 - adjusting nut; 5 - lock flag; 6 - driven gear
Removing
1. Remove half shafts.
2. Mark the position of the rear propeller shaft in relation to the final drive gear flange, then disconnect the shaft from the flange. Tie the shaft aside to the frame element with a piece of wire.
3. On models equipped with a rear stabilizer bar, loosen the mounting bolts and remove the stabilizer bar brackets. Raise the bar and tie it with wire.
4. Give fixing nuts, remove washers and disconnect assembly of the main transfer from a case of the forward bridge. Remove from assembly and discard gasket.
Note. The compilers of this Guide recommend using an assistant to remove the main gear - the weight of the assembly is very significant.
5. Check the axle housing for the presence of metal filings inside it, the presence of which should be regarded as a sign of wear on the internal components of the final drive. In this case, the assembly should be completely disassembled and defective or worn parts should be replaced.
6. Clean the mating surfaces of the axle housings and final drive assembly. Make sure that no debris gets inside the crankcases.
Installation
Installation is in the reverse order.
1. Install a new gasket on the axle housing (on Hardtop and Wagon models, make sure that the gasket is installed with the gray side to the mating surface of the axle housing).
2. Install the final drive assembly, screw on the fixing nuts and tighten them with a force of 54 ÷ 64 Nm - on Hardtop and Universal models and 27 ÷ 36 Nm - on Utility models (Van) and mini truck.
3. Connect the cardan shaft. Follow the alignment of the marks applied during the dismantling process. Tighten fasteners with a force of 93÷108 Nm.
4. Reinstall the axle shafts. Pour the required amount of oil of the required grade into the axle housing (see tables of sizes and adjustments at the end of the guide).
Disassembly
1. Remove the final drive assembly. Clamp her in a vise.
2. Before dismantling the assembly, perform the following checks:
- Using a dial gauge mounted against the mating surface of the crankcase assembly, check the runout of the final drive gear. If the measurement result exceeds 0.08 mm, check if there are foreign particles between the gear and the differential case. If they cannot be found, replace the differential box.
- Using a dial gauge, check the radial play of the driven gear at four points. The nominal value of the gap is 0.15÷0.20 mm. If the measurement result exceeds the specified value at any of the tested points (with an allowable runout value) replace without fail the driven and driving gears, or the differential box (according to circumstances).
- On models equipped with a limited slip differential, clamp the differential assembly in a vise and insert it into the axle side gears. Using a torque wrench with a suitable nozzle, rotate one of the axle shafts several times, while holding the other motionless and record the amount of resistance to rotation. The force of turning the axle shaft on the Hardtop and Universal models should be 76 ÷ 96 Nm, on the Utility models (Van) and Mini truck - 127÷226 Nm. If the measurement results are out of range, check the condition of the friction discs, as well as the friction and spring plates.

3. Put landing marks on covers of lateral bearings and surfaces adjoining to them of a case of the main transfer (see accompanying illustration).
4. Remove lock tags from covers of lateral bearings, give fixing bolts and remove covers and adjusting nuts.
5. Use a wooden lever to support the driven gear with the differential assembly, pushing them out of the final drive housing. Try not to confuse the side bearing races - for a guarantee, put identification marks on them.
6. Mark the position of the pinion axle assembly relative to the pinion flange.
7. Fix the flange with a large Stillson wrench and give the pinion nut, remove the washer.
8. Using a puller, remove the flange from the drive gear, then remove the gear itself, the spacer and shims from the crankcase (use a soft-faced hammer if necessary).
9. Using a sliding-face hammer or suitable lever, remove the oil seal from the crankcase, then remove the pinion outer bearing cone.
10. Mark the landing position of the driven gear on the differential box.
11. Unfold locking plates (if any) fixing bolts of the driven gear of the final drive.
12. Where required, straighten the tabs of the lock plates of the driven gear mounting bolts.
13. Give in a diagonal order the bolts of the driven gear, remove and discard the lock plates (if any).
14. Using a soft-faced hammer, gently tap the driven gear around the perimeter to separate it from the differential case.
15. Mark the installation position of the differential box halves (lids and boxes), then give the bolts securing them to each other. On models with limited slip differential (The components of the H260 limited slip differential are shown in the accompanying illustration) while releasing the fixing screws, press on the main differential box.
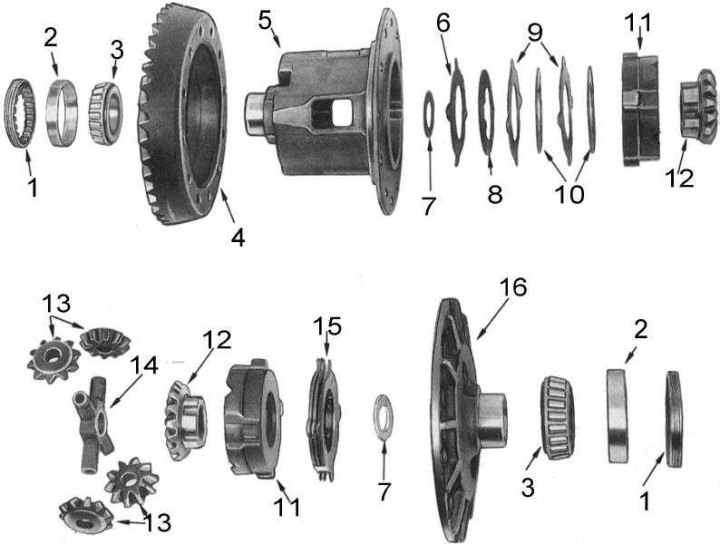
1 - adjusting nut; 2 - clip; 3 - cone; 4 - driven gear; 5 - differential box; 6 - spring plate; 7 - thrust washer; 8 - spring disk; 9 - friction plates; 10 - friction discs; 11 - casing of the planetary assembly; 12 - side gear; 13 - satellites; 14 - axes of satellites; 15 - assembly of plates and disks; 16 - differential box cover
16. Divide the differential box in half and remove the pinion axle assembly, pinion pinions, side gears and thrust washers. On models with a limited slip differential, fold the removed gears, discs, and plates in an organized manner, and tag the components to ensure proper alignment when reassembling.
Cleaning and checking the condition of components
1. Wash all components in solvent and dry with compressed air.
2. Check the teeth of the driven and drive gears for signs of wear, chips or other damage.
3. Check the pinion gears, differential side gears, thrust washers and pinion axles for signs of wear and damage.
4. Inspect the differential box for cracks or other damage.
5. Check the side bearings and their cups for signs of wear, discoloration or other damage. If necessary, remove the bearing cones from the box using a puller.
6. Check the pinion bearings for signs of wear, discoloration or other damage. If necessary, replace the bearings, for which:
- Using a suitable puller, remove the inner bearing cone and spacer from the pinion gear (if one is installed).
- If necessary, put on the drive gear remote sleeve. Make sure that the bushing is installed with the beveled end towards the gear. Using a press with backing plates, install a new bearing cone. Remember that the force should be applied only to the inner race of the bearing and until the distance sleeve rests against the shoulders of the drive gear.
- Using a brass drift, remove the bearing cups from the final drive housing.
- Carefully install the new cups into the crankcase until they are firmly seated in the hangers.
7. Check the drive gear flange mating surface for nicks and signs of wear. Replace if necessary.
8. On models with a limited slip differential, perform the following checks:
- Check the condition of the components, remove any burrs and burrs found with a whetstone.
Note. If defects are found in the surface of the planetary housing in contact with the friction disc, remove them with a whetstone, then polish the surface using a fine abrasive paste.
- Check discs and plates for signs of wear, burrs and burrs and replace if necessary. The burrs can be removed from the semi-circular protrusions with a whetstone.
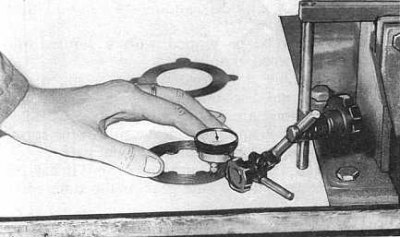
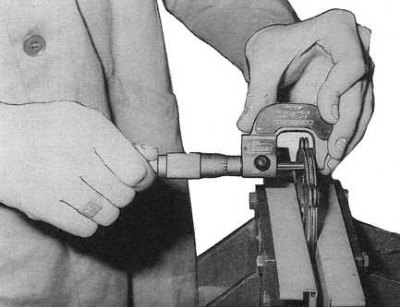
- Check the friction discs and plates for signs of deformation by laying them on a flat surface and measuring the amount of their deformation with a dial gauge (see accompanying illustration). If the measurement result exceeds 0.08 mm, the defective disk/plate must be replaced.

- Measure the thickness of the friction surface of each of the discs / plates at several points using a micrometer (see accompanying illustration). Compare the measurement results with the thickness of the semi-circular protrusions near the measurement points. If the difference in thickness at any point exceeds 0.1 mm, replace the worn disc/plate.
Assembly
Assembly is carried out in the reverse order of dismantling.
1. Lubricate the components with the correct grade of lubricant.
2. On Hardtop and Wagon models equipped with a limited slip differential, check the axial play of the friction discs and plates (see accompanying illustration):
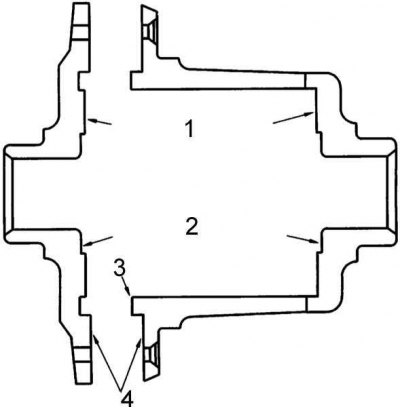
1 - surfaces in contact with spring plates; 2 - surfaces in contact with thrust washers; 3 - landing sponges; 4 - mating surfaces of flanges
- Using a vernier caliper, measure the distance between the seating jaws and the surface of the differential box in contact with the spring plate. Record the measurement, then subtract from it the distance between the seat jaws and the flange mating surface. Record the result of the subtraction as C.
- Measure the distance between the spring plate contact surface and the flange mating surface. Add the result of the measurement to the value of C. The sum is designated as the value of A.
Note. The A value can also be obtained by assembling the halves of the differential box and measuring the distance between the surfaces in contact with the spring plates with a micrometer.
- Position the planetary axle assembly between the planetary housings, compress the planetary housings and measure the width of the planetary assembly with a micrometer. Write down the result of the measurement, designating it as F.
- Assemble the spring plates on each side and measure the thickness of both assemblies with a micrometer.
- Assemble the friction discs and plates on both sides and measure the thickness of both assemblies (see accompanying illustration).
- Add up the results of the last two measurements, designate the sum as the value of M.
- Then calculate the axial play of the friction plate and disc assemblies using the formula: Axial play = A - F - M. If the result is outside the range of 0.05÷0.20 mm, replace the friction plates with plates of the required thickness.
Note. Friction plates are available in 2.0 and 2.1 mm thicknesses.
- Install the thrust washers, planetary housings, side gears, pinion axle assembly, and pinion gears to the main differential case. Do not install plates or discs at this stage.
3. On models with a conventional type differential, install the side gears, satellite thrust washers and their axle assembly into the box.
4. On models equipped with a limited slip differential, except Utility (Van) and Mini Truck follow the procedures below:
- Measure the distance between the mating surface of the differential case and the top of the side gear and thrust washer. Use a flatness meter (edge of steel ruler) and vernier caliper. Record the result of the measurement, labeling it as A.
- Press the flatness gauge against the mating surface of the differential case cover and, using a vernier caliper, measure the distance between the surface of the side gear in contact with the thrust washer and the edge of the gauge. Record the result as B.
- To determine the backlash of the thrust washer of the side gear, subtract the value of B from value A. If the result of the calculation is outside the range of 0.15÷0.20 mm, replace the thrust washers with new ones of the required thickness.
5. On models with a conventional type differential, assemble the halves of the box together, making sure that the landing marks applied during the dismantling process are correctly combined. Tighten the mounting bolts with a torque of 64÷74 Nm - on the Hardtop and Universal models and 39÷54 Nm - on the Utility models (Van) and mini truck.
6. On models with limited slip differential:
- Install the side gears, thrust washers, spring and friction plates and discs into the main half of the box. Make sure the components are installed in the correct order. The spring plates must be facing the concave side of the differential case.
- Align the plate assemblies with the discs and install the planetary assembly shrouds and side gears into the box.
- Fit the planetary axle assembly with the planetary gears and thrust washers, then slide the planetary assembly into the housing. Make sure that the satellites are engaged with the side gears. Install a thrust block if necessary.
- Install the remaining side gear, planetary housing, friction plates and discs, and thrust washers.
- Install the differential box cover, following the alignment of the landing marks applied during the dismantling process. Press the halves of the box firmly against each other and tighten the fixing screws with a force of 8÷11 Nm.
- On Utility models (Van) and Mini Truck, measure the thrust washer clearance of each of the side gears by inserting feeler blades into the hole in the differential case at the base of each of the side bearings. If the clearance is outside the range of 0.05÷0.20 mm, replace the thrust washers with new ones of the required thickness.
- Clamp the differential assembly in a vise and insert into the side gears of the axle shaft. Using a torque wrench with a suitable nozzle, turn one of the axle shafts several times while holding the other motionless. The turning force on the Hardtop and Universal models should be 76 ÷ 96 Nm, or 108 ÷ 137 Nm if new friction discs and plates are installed; on Utility models (Van) and Mini-truck - 127÷226 Nm or 157÷245 Nm, respectively. Otherwise, install friction plates of a different thickness.
7. Install the driven gear on the differential case, using a soft-faced hammer if necessary. Make sure that the landing marks applied during the dismantling process are aligned.
8. Lubricate the fastening bolts of the driven gear with fixing sealant, screw the bolts, installing new locking plates under them (if any).
9. Tighten the bolts in a diagonal order with a force of 132÷152 Nm - on the Hardtop and Universal models and 196÷226 Nm - on the Utility models (Van) and the Mini Truck while lightly tapping their heads with a hammer. Bend the tabs of the lock plates where required using a center punch.
10. Lubricate the outer edge of the new drive gear oil seal and the cone of the drive gear front bearing with the correct grade of grease. Fill the space between the seal lips with a lithium based multipurpose grease. Install the bearing and seal into the crankcase.
11. Lubricate the drive gear inner bearing with the correct grade of grease, then install the drive gear, spacer and shim into the crankcase. While holding the gear still, use a soft-faced hammer to tap the flange onto the gear.
12. Make sure that the threads on the pinion gear and the fixing nut are not contaminated with grease or oil, grease the threads of the nut with sealant.
13. Install the washer, then screw on the nut and tighten it with a force of 196÷284 Nm - on Hardtop and Universal models and 167÷245 Nm - on Utility models (Van) and mini truck.
14. Rotate the drive gear several times in both directions. Put a torque wrench on the mounting hook and determine the pinion bearing preload. If the preload value is outside 1.3÷1.6 Nm on Hardtop and Station wagon models and 1.5÷1.7 Nm on Utility models (Van) and Mini Truck, change the bearing shim to one of the appropriate thickness.
15. Install the cups on the side bearing cones and place the differential/driven gear assembly into the final drive housing, making sure the bearing cups are seated correctly. If old side bearings are used, make sure that their cups are installed on the same sides as before disassembly.
16. Screw the adjusting nuts of the side bearings, making sure that they are correctly inserted into the threads in the final drive housing.
17. Achieve the alignment of the landing marks of the side bearing caps and the final drive housing, install the bearing caps and tighten the bolts of their fastening by hand. If the cap does not sit flat when pressed down by hand, the bearing adjusting nut is not properly aligned with the cap.
18. Using a suitable tool, tighten the side bearing adjusting nuts until the bearing cups begin to rotate.
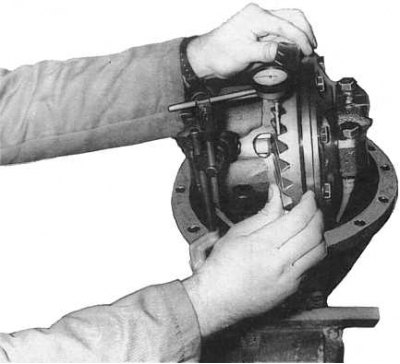
19. Using a dial gauge, check the radial play of the final drive gear (see accompanying illustration). If the measurement result exceeds 0.02 mm, loosen the adjusting nut on the side of the drive gear and tighten the opposite one by the same number of turns. If the play is less than 0.15 mm, reverse the procedure.
Note. If the amount of axial play is different at different points of the driven gear, check whether foreign particles have fallen between the gear and the differential case. If such particles cannot be detected, replace the drive and driven gears, or the differential case.
20. Rotate the pinion several times in both directions, then use a torque wrench on the pinion nut to check the total differential preload. If the measurement result is outside the range of 1.8÷2.5 Nm - on Hardtop and Universal models and 1.7÷2.5 Nm - on Utility models (Van) and Mini-truck, respectively, give or tighten both adjusting nuts. Having achieved the required value of the differential preload, once again check the amount of radial play of the driven gear.
21. Tighten the bolts securing the side bearing caps with a force of 93÷103 Nm - on the Hardtop and Universal models and 78÷98 Nm - on the Utility models (Van) and mini truck.
22. Establish lock tags and strongly tighten bolts of their fastening. By pressing the plunger of the dial gauge to the bearing surface, check the amount of runout of the driven gear of the final drive. If the measurement result is greater than 0.8 mm, remove the gear from the differential case and check if there are foreign particles between them.
23. Lubricate the surface of the teeth of the driven gear with Prussian blue, or a mixture of red lead and oil, then, fixing the flange of the drive gear, rotate the driven gear in both directions.
24. Inspect the surfaces of the driven gear teeth and compare the shape of the contact patch with the supplied reference card. If the desired shape of the contact patch cannot be achieved, both gears (led and leading) must be replaced.
25. Reinstall the final drive and axle shaft assembly. Pour the required amount of oil of the required grade into the rear axle housing (see tables of sizes and adjustments at the end of the guide).