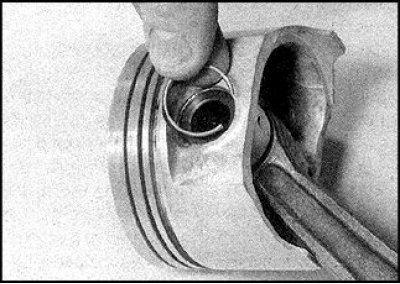
Correct mutual orientation of piston and connecting rod
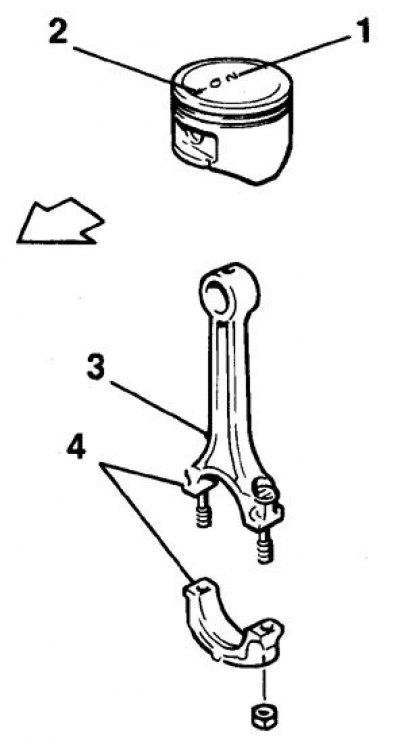
1. Piston size group number; 2. Orientation mark; 3. Oil hole in the body of the connecting rod; 4. Place of drawing the number of the cylinder to which the connecting rod belongs
1. Before checking, the connecting rods and pistons should be cleaned and the old rings removed from the piston.

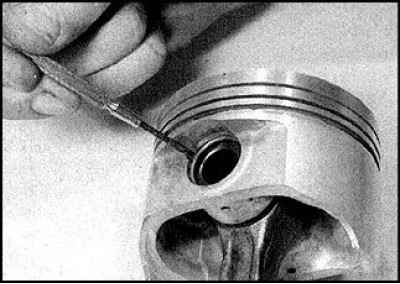
2. Carefully spread the ring out onto the top of the piston. To prevent the ring from falling into an empty groove when removing, place two or three old probes under the ring.
3. Scrape the carbon off the piston crowns. After removing the upper coarse layer of carbon, clean the piston crown with a wire brush by hand (or cloth-based sandpaper).
4. Carefully remove carbon deposits from the piston grooves with an old broken piston ring.
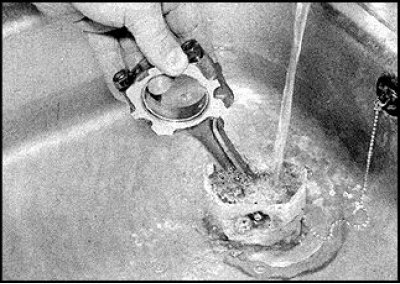
5. Wash the piston assembly with the connecting rod in solvent, dry thoroughly. Make sure that the oil drain grooves in the piston ring grooves are clean.
6. Measure the piston diameter with a micrometer perpendicular to the axis of the piston pin (at a given distance from the edge of the piston skirt) and compare the result with the standard. The size group of the piston is stamped on its bottom. If the piston wear exceeds the maximum allowable value, the piston must be replaced.
7. Check clearance between piston ring and piston groove wall. To do this, insert the ring from the outside into the corresponding groove and use a feeler gauge to measure the gap between the upper surface of the ring and the groove wall. If even with a new ring the clearance exceeds the norm, then replace the piston.
8. Check the clearance at the junction of the piston rings, for which insert the ring into the corresponding cylinder and push it through the piston head to prevent the ring from being distorted during measurement. Push the ring to such a depth at which the edge of the piston skirt is aligned with the split plane of the cylinder block, then remove the piston. Measure the gap with a feeler gauge. If the gap exceeds the norm, then replace the rings and repeat the procedure. If the gap exceeds the norm with new rings, then the cylinder should be bored and honed (see subsection 3.1.2.10).
9. Carefully check for cracks on the piston skirt, on the piston pin bosses and in the areas between the piston ring grooves.
10. Check for chips and scuffs on the rubbing section of the piston skirt, traces of burning along the edges of the bottom. If chips and scuffs are observed, then this indicates frequent overheating of the engine, one of the reasons for which may be abnormal combustion of the fuel mixture. In this case, a thorough check of the power supply, lubrication and cooling systems is required. Traces of melting on the side surface of the piston indicate a breakthrough of gases from the combustion chamber. Piston head burning or burnt areas along the bottom edges indicate abnormal engine operation due to incorrect ignition timing (too early ignition), or due to detonation. If these flaws are found, then their cause must be found and eliminated, otherwise the manifestation of the causes of such wear is possible in the future. The reasons for the abnormal operation of the engine may be air leakage on the intake manifold, incorrect ignition timing, failure of the fuel injection system.
11. Piston corrosion in the form of small pits (pitting) indicates penetration into the combustion chamber (as well as in the crankcase) coolant. Here again, you need to find the cause and eliminate it.
12. Carefully inspect the connecting rods for damage such as cracks in the heads near the piston pins and where the connecting rod bearings are installed. Check if there is deformation of the connecting rod body (twist or bend). Damage to the connecting rods is unlikely and only occurs in cases of engine seizure or severe overheating. A thorough inspection of connecting rods can only be carried out in a workshop where the necessary equipment is available.
13. If necessary, the piston can be removed from the connecting rod and assembled with the connecting rod as follows.
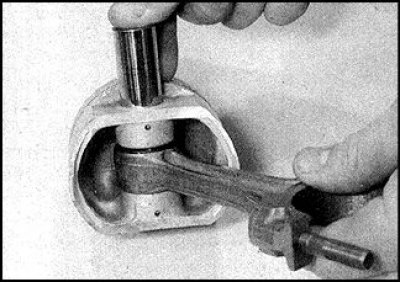
14. Remove the piston pin circlips and push out the piston pin. If necessary, support the piston and carefully knock out the pin by hitting the mandrel with a hammer.
15. Removing the piston pin is greatly facilitated if the piston is heated to 60–70°C.
16. Check the piston pin and connecting rod bore for signs of wear or damage. Check up a backlash of a finger in the piston and in a rod.
17. If the connecting rod bushing and piston pin are badly worn, or if the pin clearance in the connecting rod head is excessive, then the pin and bushing should be replaced. The connecting rod bushings must be replaced by a workshop.
18. If the clearance between the piston and the pin is significantly greater than the norm, then the piston and pin should be replaced as a set. Keep in mind that the clearance between the piston and the pin is not as significant as the clearance in the connecting rod head.
19. The connecting rods themselves do not require replacement, except in cases of engine jamming, or other serious breakdowns. Check the condition of the connecting rods by inspection, if deformation of the connecting rods is found, take them to a car service workshop for inspection and repair.
20. Purchase new parts to replace worn ones.
21. Orient the piston and connecting rod so that the mark on the part of the piston that should be facing the front of the engine (in the form of an arrow or a dash) correctly located relative to the lubrication hole in the body of the connecting rod (see fig. Correct mutual orientation of piston and connecting rod). With the correct mutual orientation, the mark on the piston should be facing the front of the engine, and the lubrication hole in the connecting rod body should be facing the rear of the cylinder block.
22. Lightly lubricate the piston pin with fresh engine oil and insert into the holes in the piston and in the connecting rod head. If necessary, push the finger into place with light hammer blows on the mandrel.
Attention! In order to facilitate the installation of the piston pin, it is recommended to heat the piston.
23. Check the freedom of rotation of the pin in the piston bosses, then install the circlips in the piston grooves.