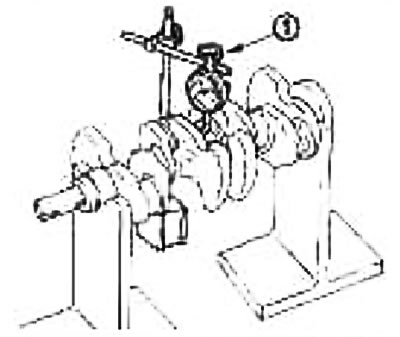
Axial play of the crankshaft
Using the indicator (1) measure the clearance between the thrust bearings and the crank arm by moving the crankshaft back and forth.
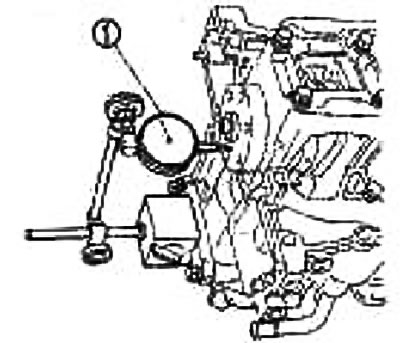
Standard: 0.060-0.260mm
Limit: 0.3mm
If the measured value exceeds the limit, replace the thrust bearings and remeasure. If the clearance is still over the limit, replace the crankshaft as well.
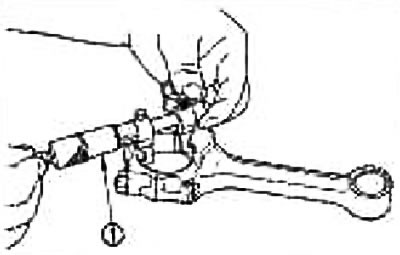
Connecting rod side clearance
With a probe (1) Measure the backlash between the connecting rod and the crank arm.
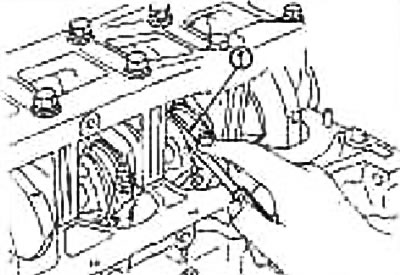
Standard: 0.050-0.420mm
Limit: 0.5mm
If the measured value exceeds the limit, replace the connecting rod bearings and measure again. If the clearance is still over the limit, replace the crankshaft as well.
Gap between piston and piston pin
Piston pin bore inner diameter
With the help of a caliper (1) Measure the inside diameter of the piston pin hole.
Standard: 16.008-18.012mm
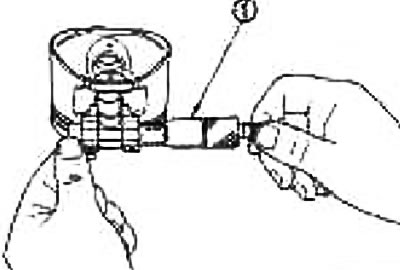
Piston pin outer diameter
With a micrometer (1) measure the outside diameter of the piston pin.
Standard: 17.996-18.000 mm
Gap between piston and piston pin
(Piston pin clearance) = (piston pin hole diameter) - (piston pin outer diameter)
Standard: 0.008-0.016mm
* If the clearance obtained is out of specification, replace the piston and piston pin assembly.
When replacing the piston and piston pin assembly, refer to «Pistons selection procedure»
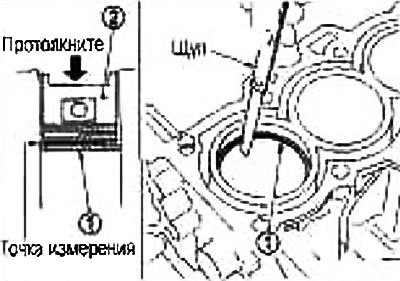
Piston ring side clearance
With a probe (1) measure the clearance between the piston ring and the groove.
| Standard | Top compression | 0.040-0.080 mm |
| Second compression | 0.025-0.070 mm | |
| Oil scraper | 0.030-0.140 mm | |
| Limit | Top compression | 0.11 mm |
| Second compression | 0.1 mm |
If the measured value is out of specification, replace the piston and/or piston assembly.
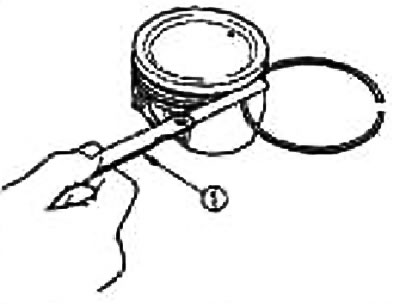
Piston ring gap
Make sure that the inside diameter of the cylinders is within specification. See below «Clearance between piston and cylinder wall».
Push piston ring (1) piston (2) to the middle of the cylinder and use a feeler gauge to measure the gap in the lock.
| Standard | Top compression | 0.018-0.033mm |
| Second compression | 0.050-0.065 mm | |
| Oil scraper | 0.020-0.070 mm | |
| Limit | Top compression | 0.57mm |
| Second compression | 0.85 mm | |
| Oil scraper | 0.96 mm |
If the measured value is out of specification, replace the piston ring. If the clearance is still over the limit, bore the cylinder and use an oversized piston and piston ring.
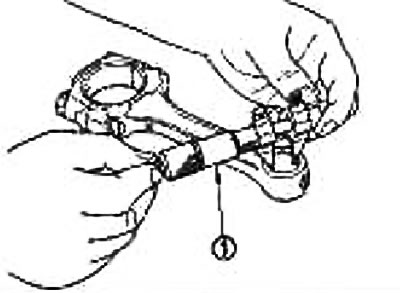
Bending and twisting of the connecting rod
Check with a connecting rod alignment tool.
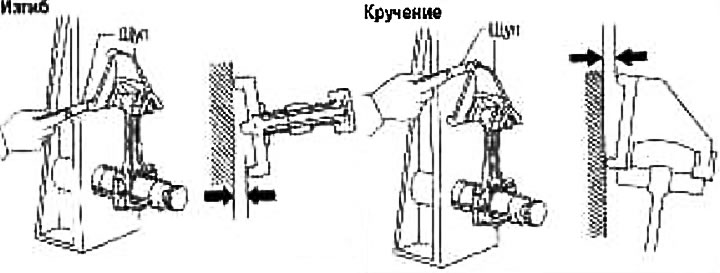
Ultimate bend: 0.15 mm per 100 mm length
Ultimate torsion: 0.30 mm per 100 mm length
If torsion or bending exceeds the limit, replace the connecting rod assembly.
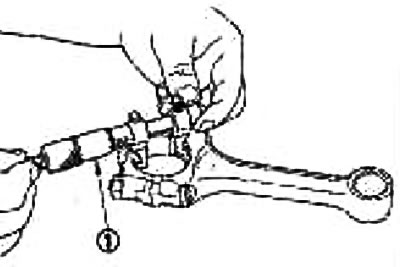
Big end diameter
Install the connecting rod cap without bearing and tighten the connecting rod bolts to the correct torque. Measure the inside diameter of the big end of the connecting rod with an inside gauge (1). For tightening procedure, see «Assembly».
Standard: 43.000-43.013 mm
Oil clearance bushing small head connecting rod
The inner diameter of the bushing of the small head of the connecting rod
Measure the inside diameter of the connecting rod bushing with a bore gauge (1).
Standard: 17.962-17.978mm
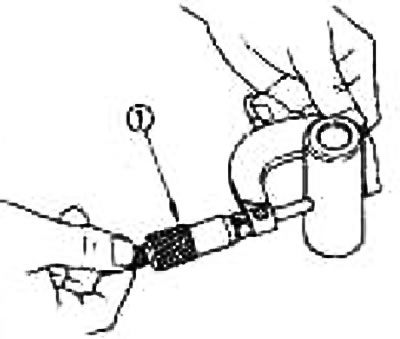
Piston pin outer diameter
Measure the outside diameter of the piston pin with a micrometer (1).
Standard: 17.996-10.000 mm
Oil clearance bushing small head connecting rod
(Oil clearance bushing small head connecting rod) = (small end inner diameter) - (piston pin outer diameter)
Standard: -0.018 to -0.038 mm
If the value obtained is out of specification, replace the connecting rod assembly and/or the piston and piston pin assembly.
When replacing the piston and piston pin assembly, refer to «Pistons selection procedure».
Warping of the cylinder block
Using a scraper, remove any traces of gasket from the surface of the cylinder block, as well as remove oil, scale, carbon deposits and other contaminants.
Caution: Do not allow gasket residue to enter oil or coolant passages.
Check if the top surface of the cylinder block is warped by measuring in 6 different directions with a ruler (1) and probe (2).
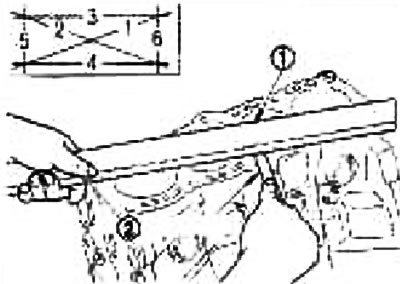
Limit: 0.1mm
If the warpage exceeds the limit, replace the cylinder block.
Main bearing housing inner diameter
Install the covers without bearings and tighten the fixing bolts to the required torque. For tightening procedure, see «Assembly».
With the help of a caliper (1) Measure the inside diameter of the main bearing housing.
Standard: 49.000-49.016 mm
If the diameter is out of specification, replace the cylinder block and main bearing caps as an assembly.
Clearance between piston and cylinder wall
Cylinder inner diameter
With the help of a caliper (1) check each cylinder and check for wear, out-of-roundness and taper in 6 different positions: axially «X» And «Y» at points «A», «IN» And «WITH», («Y» - longitudinal axis of the engine).
 |  |
Standard inner diameter:
Engine CR14DE: 73.000-73.030mm
Limit wear: 0.2 mm
ovality (difference between «X» And «At»), limit: 0.015mm
Taper (difference between «A» And «WITH»), limit: 0.01mm
If the measured value exceeds the limit, or if there are scratches and/or burrs on the inner walls of the cylinder, honing or reboring the cylinder.
Oversized pistons are available. When using an oversized piston, bore the cylinder so that the clearance between the piston and the cylinder wall is correct.
When using an oversized piston, bore all cylinders and fit oversized rings.
Increased repair size: by 0.2 mm
Skirt diameter
Measure the outer diameter of the piston skirt with a micrometer (1).
measuring point (distance from bottom):
CR14DE engine: 32.3mm
Engine CR14DE, standard: 72.980-73.010 mm
Clearance between piston and cylinder wall
Perform calculations based on the outer diameter of the piston skirt and the inner diameter of the cylinder (axis «X», dot «IN»).
(Gap) = (cylinder inner diameter) - (outer diameter of the piston skirt)
Standard: 0.010-0.030mm
If the clearance is out of specification, replace the piston and piston pin assembly. See section «Pistons selection procedure».
Cylinder bore
1. Cylinder size is determined by adding the clearance between the piston and the cylinder wall to the diameter «A» piston skirts
Boring diameter calculation: «D» = «A» + «IN» - «WITH» Where,
D: bore diameter;
A: measured piston skirt diameter;
B: gap between piston and cylinder wall (standard value);
C: Honing allowance 0.02 mm
2. Install the covers and tighten the fixing bolts to the required torque. Otherwise, the cylinders may be deformed during final assembly.
3. Bore the cylinders.
If any cylinder needs to be bored, bore all other cylinders as well.
Do not remove too much metal in one pass: no more than 0.05 mm or so.
4. Honing the cylinders and achieve the required clearance between the piston and the cylinder wall.
5. Measure the ovality and taper of the machined cylinders.
The measurement should be taken after the cylinders have cooled down.
Crankshaft journal diameter
Measure the outside diameter of the crankshaft journals with a micrometer (1).
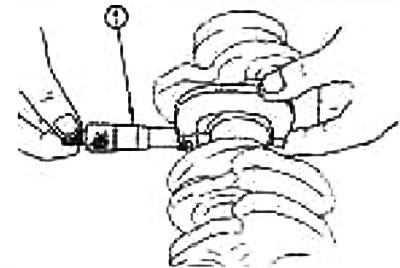
Standard: 44.954-44.970 mm
If the diameter is out of specification, measure the oil clearance in the main bearings. Then use bearings with a reduced oversize. See below «Oil clearance of main bearings».
Outer diameter of connecting rod journal
Measure the outside diameter of the connecting rod journals with a micrometer.
Standard: 39.961-39.974 mm
If the diameter is out of specification, measure the oil clearance in the connecting rod bearings. Then use bearings with a reduced oversize. See below «Oil clearance of connecting rod bearings».
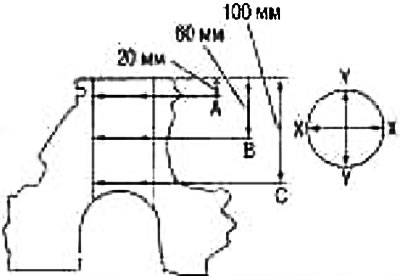
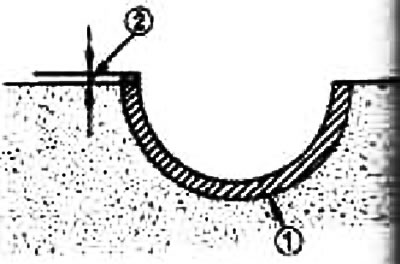
Ovality and taper of the crankshaft journals
Using a micrometer, measure all the main and connecting rod journals at 4 different points as shown in the figure.
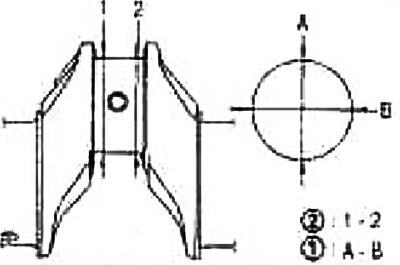
ovality (1) determined by the size difference between «1» And «2» V «A» And «IN».
Taper (2) determined by the size difference between «A» And «IN» V «1» And «2»
| ovality limit (difference between «X» And «At») | 0.005 mm |
| Taper limit (difference between «1» And «2») | 0.005 mm |
If the measured value exceeds the limit, regrind or replace the crankshaft.
In case of regrinding, measure the oil clearance of the reground main and/or connecting rod journals. Then select the main bearing and/or connecting rod bearing. See below «Oil clearance of main bearings» And «Oil clearance of connecting rod bearings».
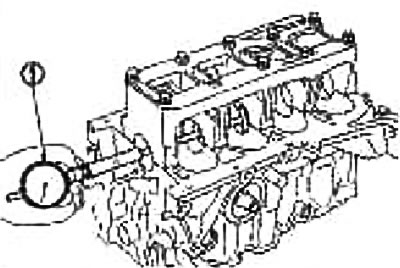
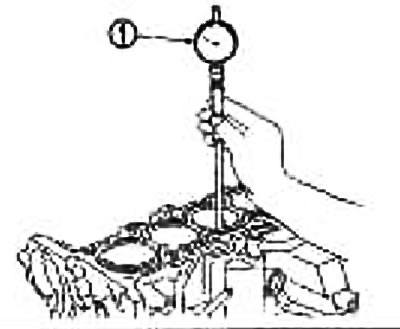
Crankshaft runout
Place the prisms on a flat surface and install the crankshaft on them with the outer journals.
Install indicator vertically (1) on the root neck No. 3.
Turning the crankshaft, read the indicator (maximum indicator reading).
Limit: 0.05mm
If the runout exceeds the limit, replace the crankshaft.
Oil clearance of connecting rod bearings
Calculation method
Install the bearings into the connecting rod and cap, and tighten the connecting rod nuts to the correct torque. With the help of a caliper (1) Measure the inside diameter of the connecting rod bearing. For tightening procedure, see «Assembly».
(Oil clearance) = (connecting rod bearing inner diameter) - (outer diameter of the crankpin)
Standard: 0.010-0.044 mm Limit: 0.064 mm
If the clearance exceeds the limit, use undersized bearings so that the oil clearance is correct. See section «Guidelines for the use of undersized bearings».
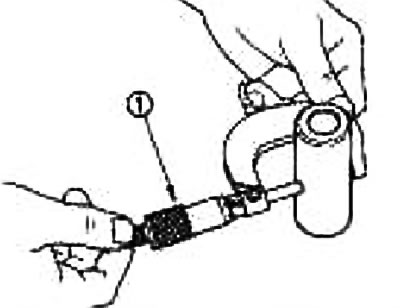
Method using calibrated plastigage plastic wire
Completely remove oil and dust from the crankpins and bearing surfaces.
cut the wire (1) slightly shorter than the width of the bearings, lay them in the direction of the crankshaft axis, but not on the lubrication holes.
Install the connecting rod bearings into the connecting rods and caps and tighten the nuts to the correct torque «Assembly».
Attention: Do not rotate the crankshaft.
Remove the caps and connecting rod bearings and measure the width of the pieces of wire with a scale on its packaging.
Note: If the measured value exceeds the limit, take the same measures as indicated in section «Calculation method».
Guidelines for the use of bearings with reduced oversize.
If the specified oil clearance in the connecting rod bearings cannot be achieved with standard size connecting rod bearings, use undersized bearings.
When using an undersized bearing, measure the inner diameter of the connecting rod bearing on the installed bearing and regrind the crankpin so that the oil clearance is correct.
Reduced oversize connecting rod bearing table
| Size | Thickness |
| STD (standard) | 1,504-1,508 |
| Repair size reduced by 0.25 | 1,627-1,635 |
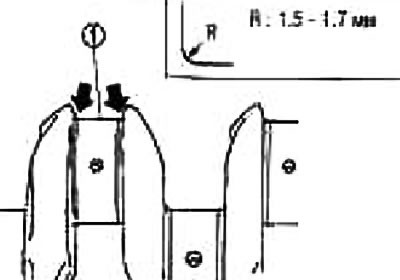
Attention: When regrinding the crankpins (1) keep the rounded corners for undersized bearings «R».
Oil clearance of main bearings
Calculation method
Install the main bearings in the cylinder block and covers and tighten the bolts to the required torque. Measure the inside diameter of the main bearings with an inside gauge. For tightening procedure, see «Assembly».
(Oil clearance) = (main bearing inner diameter) - (crankshaft journal diameter)
Standard: 0.018-0.034mm
Limit: 0.05mm
If the value obtained exceeds the limit, select the required main bearing (including reduced oversize bearing) on the inner diameter of the main bearing and the outer diameter of the crankshaft main journal and achieve the specified oil clearance in the bearing. See section «The procedure for selecting main bearings».
Method using calibrated plastic wire PLASTIGAGE
Completely remove oil and dust from the main journals and bearing surfaces.
cut the wire (1) slightly shorter than the width of the bearings, lay them in the direction of the crankshaft axis, but not on the lubrication holes.
Install the main bearings in the cylinder block and covers and tighten the bolts to the required torque. For tightening procedure, see section above «Assembly».
Attention: Do not rotate the crankshaft.
Remove the main bearing caps and bearings and measure the width of the wire pieces with the scale on its packaging.
Note: If the measured value exceeds the limit, take the same measures as indicated in section «Calculation method».
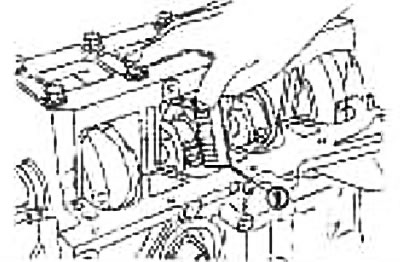
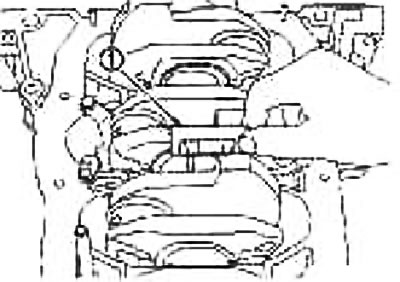
Protrusion of the main bearing or connecting rod bearing above the parting plane.
When removing main bearing caps or connecting rod bearings after torque tightening with main bearings or connecting rod bearings installed (1) the edge of the bearing must protrude above the plane. For tightening procedure, see «Assembly».
If the bearings are out of specification, replace them.
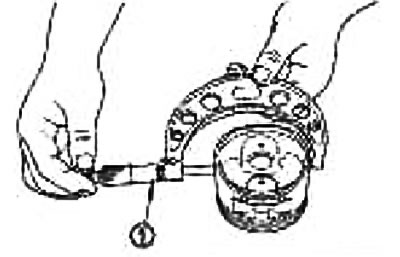
Flywheel deformation
Measure the deformation of the contact surface of the flywheel with the clutch, using an indicator (1) (maximum indicator reading).
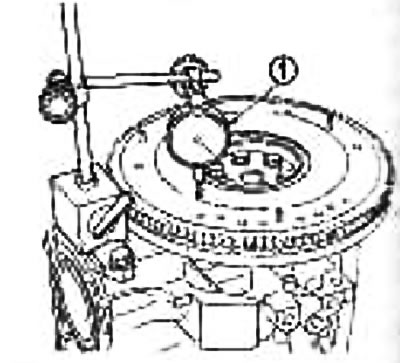
Flywheel
Limit: 0.15mm